

୧. ପରିଚୟ
ଅଟୋମୋଟିଭ୍ ହାଲୁକାକରଣ ବିକଶିତ ଦେଶଗୁଡ଼ିକରେ ଆରମ୍ଭ ହୋଇଥିଲା ଏବଂ ପ୍ରାରମ୍ଭରେ ଏହା ପାରମ୍ପରିକ ଅଟୋମୋଟିଭ୍ ମହାକୁମ୍ଭମାନଙ୍କ ଦ୍ୱାରା ପରିଚାଳିତ ହୋଇଥିଲା। ନିରନ୍ତର ବିକାଶ ସହିତ, ଏହା ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଗତି ହାସଲ କରିଛି। ଭାରତୀୟମାନେ ପ୍ରଥମେ ଅଟୋମୋଟିଭ୍ କ୍ରାଙ୍କଶାଫ୍ଟ ଉତ୍ପାଦନ ପାଇଁ ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁ ବ୍ୟବହାର କରିବା ଠାରୁ ଆରମ୍ଭ କରି 1999 ମସିହାରେ ଅଡିର ପ୍ରଥମ ବହୁଳ ଆଲୁମିନିୟମ୍ କାର ଉତ୍ପାଦନ ପର୍ଯ୍ୟନ୍ତ, ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁ କମ୍ ଘନତା, ଉଚ୍ଚ ନିର୍ଦ୍ଦିଷ୍ଟ ଶକ୍ତି ଏବଂ କଠୋରତା, ଭଲ ସ୍ଥ୍ୟାଷ୍ଟିକ୍ଟି ଏବଂ ପ୍ରଭାବ ପ୍ରତିରୋଧ, ଉଚ୍ଚ ପୁନଃଚକ୍ରଣ ଏବଂ ଉଚ୍ଚ ପୁନର୍ଜନ୍ମ ହାର ଭଳି ସୁବିଧା ଯୋଗୁଁ ଅଟୋମୋଟିଭ୍ ପ୍ରୟୋଗରେ ଦୃଢ଼ ଅଭିବୃଦ୍ଧି ଦେଖିଛି। 2015 ସୁଦ୍ଧା, ଅଟୋମୋବାଇଲ୍ରେ ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁର ପ୍ରୟୋଗ ଅନୁପାତ ପୂର୍ବରୁ 35% ଅତିକ୍ରମ କରିସାରିଛି।
ଚୀନ୍ର ଅଟୋମୋଟିଭ୍ ହାଲୁକାକରଣ ୧୦ ବର୍ଷ ତଳେ ଆରମ୍ଭ ହୋଇଥିଲା ଏବଂ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ଏବଂ ପ୍ରୟୋଗ ସ୍ତର ଉଭୟ ଜର୍ମାନୀ, ଯୁକ୍ତରାଷ୍ଟ୍ର ଏବଂ ଜାପାନ ଭଳି ବିକଶିତ ଦେଶଗୁଡ଼ିକଠାରୁ ପଛରେ ଥିଲା। ତଥାପି, ନୂତନ ଶକ୍ତି ଯାନର ବିକାଶ ସହିତ, ସାମଗ୍ରୀ ହାଲୁକାକରଣ ଦ୍ରୁତ ଗତିରେ ଅଗ୍ରଗତି କରୁଛି। ନୂତନ ଶକ୍ତି ଯାନର ବୃଦ୍ଧିକୁ ବ୍ୟବହାର କରି, ଚୀନ୍ର ଅଟୋମୋଟିଭ୍ ହାଲୁକାକରଣ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ବିକଶିତ ଦେଶଗୁଡ଼ିକ ସହିତ ସମକକ୍ଷ ହେବାର ଧାରା ଦେଖାଉଛି।
ଚୀନ୍ର ହାଲୁକା ସାମଗ୍ରୀ ବଜାର ବିଶାଳ। ଗୋଟିଏ ପଟେ, ବିଦେଶର ବିକଶିତ ଦେଶଗୁଡ଼ିକ ତୁଳନାରେ, ଚୀନ୍ର ହାଲୁକା ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ବିଳମ୍ବରେ ଆରମ୍ଭ ହୋଇଥିଲା, ଏବଂ ସାମଗ୍ରିକ ଯାନବାହାନ କର୍ବ ଓଜନ ଅଧିକ। ବିଦେଶୀ ଦେଶରେ ହାଲୁକା ସାମଗ୍ରୀର ଅନୁପାତର ମାନଦଣ୍ଡକୁ ବିଚାର କଲେ, ଚୀନ୍ରେ ବିକାଶ ପାଇଁ ଏବେ ବି ପ୍ରଚୁର ସ୍ଥାନ ଅଛି। ଅନ୍ୟପକ୍ଷରେ, ନୀତି ଦ୍ୱାରା ପରିଚାଳିତ, ଚୀନ୍ର ନୂତନ ଶକ୍ତି ଯାନବାହାନ ଶିଳ୍ପର ଦ୍ରୁତ ବିକାଶ ହାଲୁକା ସାମଗ୍ରୀର ଚାହିଦାକୁ ବୃଦ୍ଧି କରିବ ଏବଂ ଅଟୋମୋଟିଭ୍ କମ୍ପାନୀଗୁଡ଼ିକୁ ହାଲୁକା ସାମଗ୍ରୀ ଆଡକୁ ଯିବାକୁ ଉତ୍ସାହିତ କରିବ।
ନିର୍ଗମନ ଏବଂ ଇନ୍ଧନ ବ୍ୟବହାର ମାନଦଣ୍ଡର ଉନ୍ନତି ଅଟୋମୋଟିଭ୍ ହାଲୁକାକରଣକୁ ତ୍ୱରାନ୍ୱିତ କରୁଛି। ଚୀନ୍ 2020 ମସିହାରେ ଚୀନ୍ VI ନିର୍ଗମନ ମାନଦଣ୍ଡକୁ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ କାର୍ଯ୍ୟକାରୀ କରିଥିଲା। "ଯାତ୍ରୀ କାରର ଇନ୍ଧନ ବ୍ୟବହାର ପାଇଁ ମୂଲ୍ୟାଙ୍କନ ପଦ୍ଧତି ଏବଂ ସୂଚକ" ଏବଂ "ଶକ୍ତି ସଂରକ୍ଷଣ ଏବଂ ନୂତନ ଶକ୍ତି ଯାନ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ରୋଡମ୍ୟାପ୍" ଅନୁଯାୟୀ, 5.0 ଲିଟର/କିମି ଇନ୍ଧନ ବ୍ୟବହାର ମାନଦଣ୍ଡ। ଇଞ୍ଜିନ୍ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ଏବଂ ନିର୍ଗମନ ହ୍ରାସରେ ଯଥେଷ୍ଟ ସଫଳତା ପାଇଁ ସୀମିତ ସ୍ଥାନକୁ ବିଚାରକୁ ନେଇ, ହାଲୁକା ଅଟୋମୋଟିଭ୍ ଉପାଦାନଗୁଡ଼ିକ ପାଇଁ ପଦକ୍ଷେପ ଗ୍ରହଣ କରିବା ଦ୍ୱାରା ଯାନ ନିର୍ଗମନ ଏବଂ ଇନ୍ଧନ ବ୍ୟବହାର ପ୍ରଭାବଶାଳୀ ଭାବରେ ହ୍ରାସ କରାଯାଇପାରିବ। ନୂତନ ଶକ୍ତି ଯାନଗୁଡ଼ିକର ହାଲୁକାକରଣ ଶିଳ୍ପର ବିକାଶ ପାଇଁ ଏକ ଅତ୍ୟାବଶ୍ୟକୀୟ ପଥ ପାଲଟିଛି।
୨୦୧୬ ମସିହାରେ, ଚାଇନା ଅଟୋମୋଟିଭ୍ ଇଞ୍ଜିନିୟରିଂ ସୋସାଇଟି "ଶକ୍ତି ସଂରକ୍ଷଣ ଏବଂ ନୂତନ ଶକ୍ତି ଯାନ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ରୋଡମ୍ୟାପ୍" ଜାରି କରିଥିଲା, ଯାହା ୨୦୨୦ ରୁ ୨୦୩୦ ପର୍ଯ୍ୟନ୍ତ ନୂତନ ଶକ୍ତି ଯାନ ପାଇଁ ଶକ୍ତି ବ୍ୟବହାର, କ୍ରୁଇଜିଂ ପରିସର ଏବଂ ଉତ୍ପାଦନ ସାମଗ୍ରୀ ଭଳି କାରଣଗୁଡ଼ିକୁ ଯୋଜନା କରିଥିଲା। ନୂତନ ଶକ୍ତି ଯାନର ଭବିଷ୍ୟତ ବିକାଶ ପାଇଁ ହାଲୁକା ହେବା ଏକ ପ୍ରମୁଖ ଦିଗ ହେବ। ହାଲୁକା ହେବା କ୍ରୁଇଜିଂ ପରିସରକୁ ବୃଦ୍ଧି କରିପାରିବ ଏବଂ ନୂତନ ଶକ୍ତି ଯାନରେ "ପରିସର ଚିନ୍ତା"କୁ ସମାଧାନ କରିପାରିବ। ବିସ୍ତାରିତ କ୍ରୁଇଜିଂ ପରିସରର ଚାହିଦା ବୃଦ୍ଧି ସହିତ, ଅଟୋମୋଟିଭ୍ ହାଲୁକା ହେବା ଜରୁରୀ ହୋଇପଡ଼େ, ଏବଂ ସାମ୍ପ୍ରତିକ ବର୍ଷଗୁଡ଼ିକରେ ନୂତନ ଶକ୍ତି ଯାନର ବିକ୍ରୟ ଯଥେଷ୍ଟ ବୃଦ୍ଧି ପାଇଛି। ସ୍କୋର ସିଷ୍ଟମ ଏବଂ "ଅଟୋମୋଟିଭ୍ ଶିଳ୍ପ ପାଇଁ ମଧ୍ୟମ-ରୁ-ଦୀର୍ଘ-କାଳୀନ ବିକାଶ ଯୋଜନା"ର ଆବଶ୍ୟକତା ଅନୁସାରେ, ଏହା ଆକଳନ କରାଯାଇଛି ଯେ ୨୦୨୫ ସୁଦ୍ଧା, ଚୀନର ନୂତନ ଶକ୍ତି ଯାନର ବିକ୍ରୟ ୬ ନିୟୁତ ୟୁନିଟ୍ ଅତିକ୍ରମ କରିବ, ଯାହାର ବାର୍ଷିକ ବୃଦ୍ଧି ହାର ୩୮% ଅତିକ୍ରମ କରିବ।
୨. ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁ ଗୁଣ ଏବଂ ପ୍ରୟୋଗ
୨.୧ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁର ବୈଶିଷ୍ଟ୍ୟ
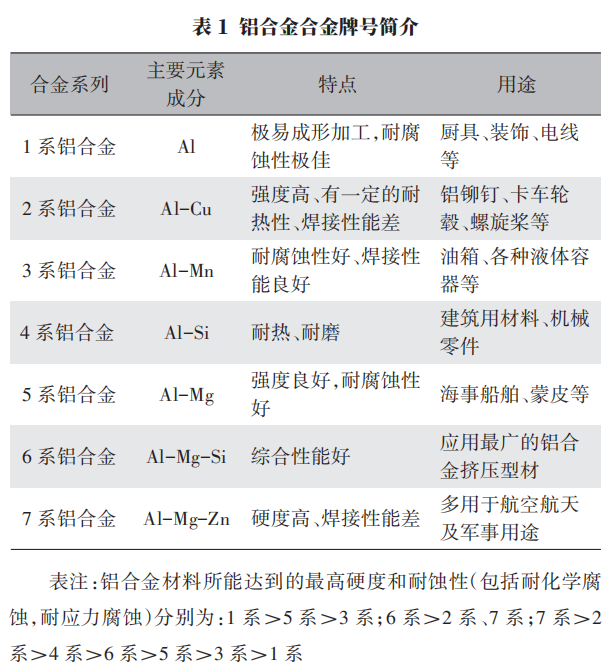
ଆଲୁମିନିୟମର ଘନତା ଇସ୍ପାତ ତୁଳନାରେ ଏକ ତୃତୀୟାଂଶ, ଏହାକୁ ହାଲୁକା କରିଥାଏ। ଏଥିରେ ଅଧିକ ନିର୍ଦ୍ଦିଷ୍ଟ ଶକ୍ତି, ଭଲ ଏକ୍ସଟ୍ରୁଜନ୍ କ୍ଷମତା, ଦୃଢ଼ କ୍ଷୋଭ ପ୍ରତିରୋଧ ଏବଂ ଉଚ୍ଚ ପୁନଃଚକ୍ରଣ କ୍ଷମତା ରହିଛି। ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ମୁଖ୍ୟତଃ ମ୍ୟାଗ୍ନେସିୟମରେ ଗଠିତ, ଭଲ ଉତ୍ତାପ ପ୍ରତିରୋଧ, ଭଲ ୱେଲ୍ଡିଂ ଗୁଣ, ଭଲ କ୍ଳାନ୍ତି ଶକ୍ତି, ଉତ୍ତାପ ଚିକିତ୍ସା ଦ୍ୱାରା ସୁଦୃଢ଼ ହେବାର ଅସମର୍ଥତା ଏବଂ ଥଣ୍ଡା କାର୍ଯ୍ୟ ମାଧ୍ୟମରେ ଶକ୍ତି ବୃଦ୍ଧି କରିବାର କ୍ଷମତା ଦ୍ୱାରା ବର୍ଣ୍ଣିତ। 6 ସିରିଜ୍ ମୁଖ୍ୟତଃ ମ୍ୟାଗ୍ନେସିୟମ ଏବଂ ସିଲିକନ୍ ଦ୍ୱାରା ଗଠିତ, Mg2Si ମୁଖ୍ୟ ଶକ୍ତିଶାଳୀ ପର୍ଯ୍ୟାୟ ଭାବରେ। ଏହି ବର୍ଗରେ ସର୍ବାଧିକ ବ୍ୟବହୃତ ମିଶ୍ରଧାତୁ ହେଉଛି 6063, 6061, ଏବଂ 6005A। 5052 ଆଲୁମିନିୟମ ପ୍ଲେଟ୍ ହେଉଛି ଏକ AL-Mg ସିରିଜ୍ ମିଶ୍ରଧାତୁ ଆଲୁମିନିୟମ ପ୍ଲେଟ୍, ମ୍ୟାଗ୍ନେସିୟମ ମୁଖ୍ୟ ମିଶ୍ରଧାତୁ ଉପାଦାନ ଭାବରେ। ଏହା ସର୍ବାଧିକ ବ୍ୟବହୃତ ଆଣ୍ଟି-ରଷ୍ଟ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ। ଏହି ମିଶ୍ରଧାତୁର ଉଚ୍ଚ ଶକ୍ତି, ଉଚ୍ଚ କ୍ଳାନ୍ତି ଶକ୍ତି, ଭଲ ପ୍ଲାଷ୍ଟିସିଟି ଏବଂ କ୍ଷୋଭ ପ୍ରତିରୋଧ ଅଛି, ଉତ୍ତାପ ଚିକିତ୍ସା ଦ୍ୱାରା ସୁଦୃଢ଼ କରାଯାଇପାରିବ ନାହିଁ, ଅର୍ଦ୍ଧ-ଥଣ୍ଡା କାର୍ଯ୍ୟ କଠିନତାରେ ଭଲ ପ୍ଲାଷ୍ଟିସିଟି, ଥଣ୍ଡା କାର୍ଯ୍ୟ କଠିନତାରେ କମ୍ ପ୍ଲାଷ୍ଟିସିଟି, ଭଲ କ୍ଷୋଭ ପ୍ରତିରୋଧ ଏବଂ ଭଲ ୱେଲ୍ଡିଂ ଗୁଣ ରହିଛି। ଏହା ମୁଖ୍ୟତଃ ପାର୍ଶ୍ଵ ପ୍ୟାନେଲ, ଛାତ କଭର ଏବଂ ଦ୍ୱାର ପ୍ୟାନେଲ ଭଳି ଉପାଦାନ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ। 6063 ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ହେଉଛି AL-Mg-Si ସିରିଜର ଏକ ଉତ୍ତାପ-ଚିକିତ୍ସାଯୋଗ୍ୟ ଶକ୍ତିଶାଳୀ ମିଶ୍ରଧାତୁ, ଯେଉଁଥିରେ ମ୍ୟାଗ୍ନେସିୟମ୍ ଏବଂ ସିଲିକନ୍ ମୁଖ୍ୟ ମିଶ୍ରଧାତୁ ଭାବରେ ଅନ୍ତର୍ଭୁକ୍ତ। ଏହା ମଧ୍ୟମ ଶକ୍ତି ସହିତ ଏକ ଉତ୍ତାପ-ଚିକିତ୍ସାଯୋଗ୍ୟ ଶକ୍ତିଶାଳୀ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ପ୍ରୋଫାଇଲ୍, ମୁଖ୍ୟତଃ ଶକ୍ତି ବହନ କରିବା ପାଇଁ ସ୍ତମ୍ଭ ଏବଂ ପାର୍ଶ୍ୱ ପ୍ୟାନେଲ ଭଳି ଗଠନମୂଳକ ଉପାଦାନରେ ବ୍ୟବହୃତ ହୁଏ। ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ଗ୍ରେଡର ପରିଚୟ ସାରଣୀ 1 ରେ ଦର୍ଶାଯାଇଛି।
୨.୨ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁର ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଗଠନ ପଦ୍ଧତି ହେଉଛି ଏକ୍ସଟ୍ରୁଜନ।
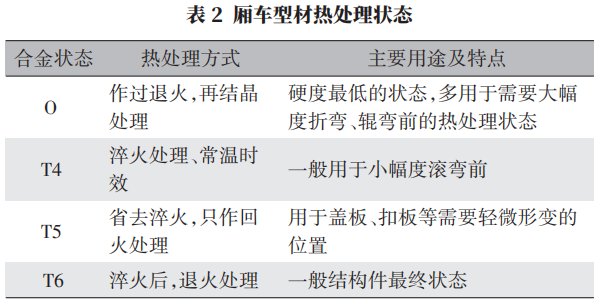
ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ଏକ୍ସଟ୍ରୁଜନ୍ ଏକ ଗରମ ଗଠନ ପଦ୍ଧତି, ଏବଂ ସମଗ୍ର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାରେ ତିନି-ପାଖିଆ ସଙ୍କୋଚନାତ୍ମକ ଚାପ ଅଧୀନରେ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ଗଠନ କରାଯାଇଥାଏ। ସମ୍ପୂର୍ଣ୍ଣ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାକୁ ନିମ୍ନଲିଖିତ ଭାବରେ ବର୍ଣ୍ଣନା କରାଯାଇପାରେ: a. ଆଲୁମିନିୟମ ଏବଂ ଅନ୍ୟାନ୍ୟ ମିଶ୍ରଧାତୁଗୁଡ଼ିକୁ ତରଳାଇ ଆବଶ୍ୟକ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ବିଲେଟ୍ରେ କାଷ୍ଟ କରାଯାଏ; b. ପ୍ରିହିଟ୍ ହୋଇଥିବା ବିଲେଟ୍ଗୁଡ଼ିକୁ ଏକ୍ସଟ୍ରୁଜନ୍ ପାଇଁ ଏକ୍ସଟ୍ରୁଜନ୍ ଉପକରଣରେ ରଖାଯାଏ। ମୁଖ୍ୟ ସିଲିଣ୍ଡରର କାର୍ଯ୍ୟ ଅଧୀନରେ, ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ବିଲେଟ୍ ଛାଞ୍ଚର ଗହ୍ବର ମାଧ୍ୟମରେ ଆବଶ୍ୟକ ପ୍ରୋଫାଇଲ୍ରେ ଗଠନ କରାଯାଏ; c. ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲ୍ର ଯାନ୍ତ୍ରିକ ଗୁଣଗୁଡ଼ିକୁ ଉନ୍ନତ କରିବା ପାଇଁ, ଏକ୍ସଟ୍ରୁଜନ୍ ସମୟରେ କିମ୍ବା ପରେ ଦ୍ରବଣ ଚିକିତ୍ସା କରାଯାଏ, ତା’ପରେ ବୟସ୍କ ଚିକିତ୍ସା କରାଯାଏ। ବୟସ୍କ ଚିକିତ୍ସା ପରେ ଯାନ୍ତ୍ରିକ ଗୁଣଗୁଡ଼ିକ ବିଭିନ୍ନ ସାମଗ୍ରୀ ଏବଂ ବୟସ୍କ ବ୍ୟବସ୍ଥା ଅନୁସାରେ ଭିନ୍ନ ହୋଇଥାଏ। ବାକ୍ସ-ପ୍ରକାର ଟ୍ରକ୍ ପ୍ରୋଫାଇଲ୍ର ତାପ ଚିକିତ୍ସା ସ୍ଥିତି ସାରଣୀ 2 ରେ ଦର୍ଶାଯାଇଛି।
ଅନ୍ୟାନ୍ୟ ଗଠନ ପଦ୍ଧତି ତୁଳନାରେ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ଏକ୍ସଟ୍ରୁଡେଡ୍ ଉତ୍ପାଦଗୁଡ଼ିକର ଅନେକ ସୁବିଧା ଅଛି:
କ. ଏକ୍ସଟ୍ରୁଜନ୍ ସମୟରେ, ଏକ୍ସଟ୍ରୁଡେଡ୍ ଧାତୁ ରୋଲିଂ ଏବଂ ଫୋର୍ଜିଂ ଅପେକ୍ଷା ବିକୃତି ଜୋନରେ ଏକ ଶକ୍ତିଶାଳୀ ଏବଂ ଅଧିକ ସମାନ ତ୍ରି-ପାଶ୍ୱର୍ ସଙ୍କୋଚନାତ୍ମକ ଚାପ ପାଏ, ତେଣୁ ଏହା ପ୍ରକ୍ରିୟାକୃତ ଧାତୁର ପ୍ଲାଷ୍ଟିସିଟିକୁ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ଖେଳାଇପାରେ। ଏହାକୁ କଷ୍ଟକର-ବିକୃତ ଧାତୁଗୁଡ଼ିକୁ ପ୍ରକ୍ରିୟାକରଣ କରିବା ପାଇଁ ବ୍ୟବହାର କରାଯାଇପାରିବ ଯାହା ରୋଲିଂ କିମ୍ବା ଫୋର୍ଜିଂ ଦ୍ୱାରା ପ୍ରକ୍ରିୟାକରଣ କରାଯାଇପାରିବ ନାହିଁ ଏବଂ ବିଭିନ୍ନ ଜଟିଳ ଖୋଳା କିମ୍ବା କଠିନ କ୍ରସ-ସେକ୍ସନ ଉପାଦାନଗୁଡ଼ିକ ତିଆରି କରିବା ପାଇଁ ବ୍ୟବହାର କରାଯାଇପାରିବ।
b. ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲର ଜ୍ୟାମିତି ବିବିଧ ହୋଇପାରେ, ତେଣୁ ଏହାର ଉପାଦାନଗୁଡ଼ିକର କଠୋରତା ଅଧିକ ଥାଏ, ଯାହା ଯାନବାହାନ ବଡିର କଠୋରତାକୁ ଉନ୍ନତ କରିପାରିବ, ଏହାର NVH ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକୁ ହ୍ରାସ କରିପାରିବ ଏବଂ ଯାନବାହାନ ଗତିଶୀଳ ନିୟନ୍ତ୍ରଣ ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକୁ ଉନ୍ନତ କରିପାରିବ।
ଗ. ନିବାରଣ ଏବଂ ପୁରୁଣା ହେବା ପରେ ଏକ୍ସଟ୍ରୁସନ ଦକ୍ଷତା ଥିବା ଉତ୍ପାଦଗୁଡ଼ିକର ଅନ୍ୟ ପଦ୍ଧତି ଦ୍ୱାରା ପ୍ରକ୍ରିୟାକରଣ କରାଯାଇଥିବା ଉତ୍ପାଦ ତୁଳନାରେ ଯଥେଷ୍ଟ ଅଧିକ ଅନୁଦୈର୍ଘ୍ୟ ଶକ୍ତି (R, Raz) ଥାଏ।
ଘ. ଏକ୍ସଟ୍ରୁଜନ୍ ପରେ ଉତ୍ପାଦଗୁଡ଼ିକର ପୃଷ୍ଠରେ ଭଲ ରଙ୍ଗ ଏବଂ ଭଲ କ୍ଷୟ ପ୍ରତିରୋଧକତା ଥାଏ, ଯାହା ଅନ୍ୟ କ୍ଷୟ-ପ୍ରତିରୋଧୀ ପୃଷ୍ଠ ଚିକିତ୍ସାର ଆବଶ୍ୟକତାକୁ ଦୂର କରିଥାଏ।
ଙ. ଏକ୍ସଟ୍ରୁଜନ୍ ପ୍ରକ୍ରିୟାକରଣରେ ବହୁତ ନମନୀୟତା, କମ୍ ଟୁଲିଂ ଏବଂ ଛାଞ୍ଚ ଖର୍ଚ୍ଚ ଏବଂ କମ୍ ଡିଜାଇନ୍ ପରିବର୍ତ୍ତନ ଖର୍ଚ୍ଚ ଅଛି।
ଚ. ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲ୍ କ୍ରସ୍-ସେକ୍ସନର ନିୟନ୍ତ୍ରଣାତ୍ମକତା ଯୋଗୁଁ, ଉପାଦାନ ଏକୀକରଣର ଡିଗ୍ରୀ ବୃଦ୍ଧି କରାଯାଇପାରିବ, ଉପାଦାନ ସଂଖ୍ୟା ହ୍ରାସ କରାଯାଇପାରିବ, ଏବଂ ବିଭିନ୍ନ କ୍ରସ୍-ସେକ୍ସନ୍ ଡିଜାଇନ୍ ସଠିକ୍ ୱେଲ୍ଡିଂ ସ୍ଥିତି ହାସଲ କରିପାରିବ।
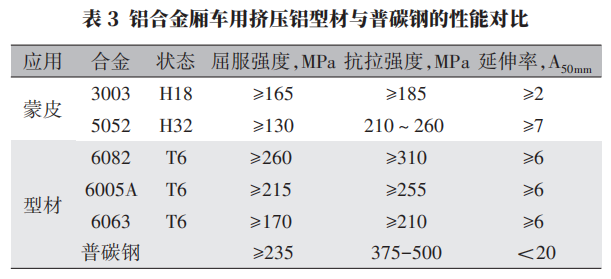
ବକ୍ସ-ପ୍ରକାର ଟ୍ରକ୍ ଏବଂ ସାଦା କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇଁ ଏକ୍ସଟ୍ରୁଡେଡ୍ ଆଲୁମିନିୟମ୍ ପ୍ରୋଫାଇଲ୍ ମଧ୍ୟରେ କାର୍ଯ୍ୟଦକ୍ଷତା ତୁଳନା ସାରଣୀ 3 ରେ ଦର୍ଶାଯାଇଛି।
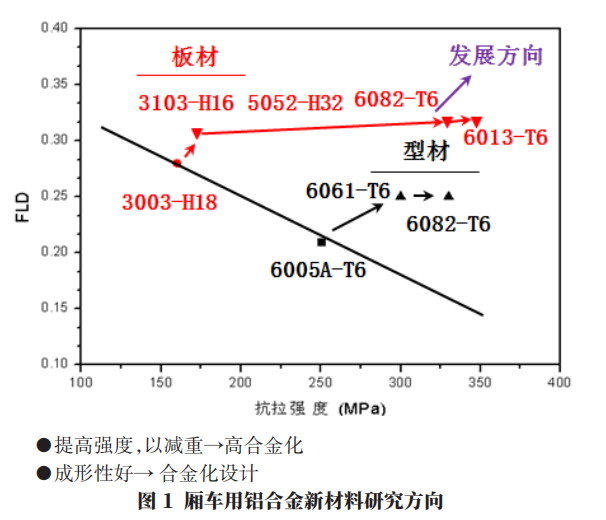
ପରବର୍ତ୍ତୀ ବକ୍ସ-ପ୍ରକାର ଟ୍ରକ୍ ପାଇଁ ଆଲୁମିନିୟମ୍ ଆଲୟ ପ୍ରୋଫାଇଲ୍ର ବିକାଶ ଦିଗ: ପ୍ରୋଫାଇଲ୍ ଶକ୍ତିକୁ ଆହୁରି ଉନ୍ନତ କରିବା ଏବଂ ଏକ୍ସଟ୍ରୁସନ୍ କାର୍ଯ୍ୟଦକ୍ଷତାକୁ ବୃଦ୍ଧି କରିବା। ବକ୍ସ-ପ୍ରକାର ଟ୍ରକ୍ ପାଇଁ ଆଲୁମିନିୟମ୍ ଆଲୟ ପ୍ରୋଫାଇଲ୍ ପାଇଁ ନୂତନ ସାମଗ୍ରୀର ଗବେଷଣା ଦିଗ ଚିତ୍ର 1 ରେ ଦର୍ଶାଯାଇଛି।
୩.ଆଲୁମିନିୟମ୍ ଆଲୟ ବାକ୍ସ ଟ୍ରକ୍ ଗଠନ, ଶକ୍ତି ବିଶ୍ଳେଷଣ ଏବଂ ଯାଞ୍ଚ
୩.୧ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ବାକ୍ସ ଟ୍ରକ୍ ଗଠନ
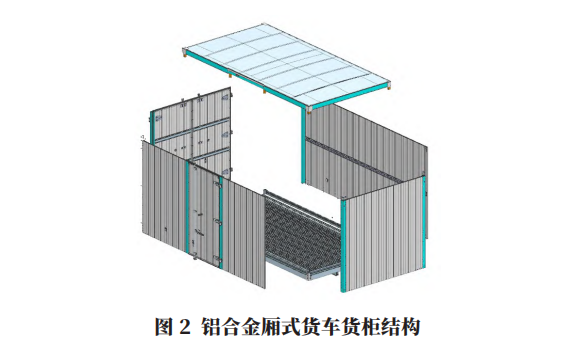
ବକ୍ସ ଟ୍ରକ୍ କଣ୍ଟେନରରେ ମୁଖ୍ୟତଃ ଆଗ ପ୍ୟାନେଲ୍ ଆସେମ୍ବଲି, ବାମ ଏବଂ ଡାହାଣ ପାର୍ଶ୍ୱ ପ୍ୟାନେଲ୍ ଆସେମ୍ବଲି, ପଛ ଦ୍ୱାର ପାର୍ଶ୍ୱ ପ୍ୟାନେଲ୍ ଆସେମ୍ବଲି, ମହଲା ଆସେମ୍ବଲି, ଛାତ ଆସେମ୍ବଲି, ଏବଂ ଦ୍ୱିତୀୟ ଶ୍ରେଣୀର ଚେସିସ୍ ସହିତ ସଂଯୁକ୍ତ U-ଆକାରର ବୋଲ୍ଟ, ପାର୍ଶ୍ୱ ଗାର୍ଡ, ପଛ ଗାର୍ଡ, ମାଟି ଫ୍ଲାପ୍ ଏବଂ ଅନ୍ୟାନ୍ୟ ଆସେସୋରିଜ୍ ଥାଏ। ବକ୍ସ ବଡି କ୍ରସ୍ ବିମ୍, ପିଲର୍, ପାର୍ଶ୍ୱ ବିମ୍ ଏବଂ ଦ୍ୱାର ପ୍ୟାନେଲ୍ ଆଲୁମିନିୟମ୍ ଆଲୟ ଏକ୍ସଟ୍ରୁଡେଡ୍ ପ୍ରୋଫାଇଲ୍ ରେ ତିଆରି ହୋଇଥାଏ, ଯେତେବେଳେ ମହଲା ଏବଂ ଛାତ ପ୍ୟାନେଲ୍ 5052 ଆଲୁମିନିୟମ୍ ଆଲୟ ଫ୍ଲାଟ୍ ପ୍ଲେଟ୍ ରେ ତିଆରି ହୋଇଥାଏ। ଆଲୁମିନିୟମ୍ ଆଲୟ ବକ୍ସ ଟ୍ରକ୍ ର ଗଠନ ଚିତ୍ର 2 ରେ ଦର୍ଶାଯାଇଛି।
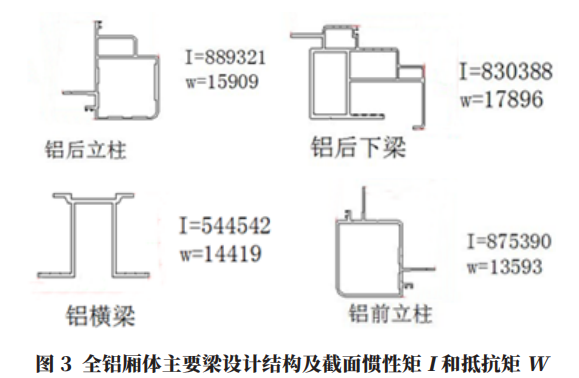
6 ସିରିଜ୍ ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁର ଗରମ ଏକ୍ସଟ୍ରୁଜନ୍ ପ୍ରକ୍ରିୟା ବ୍ୟବହାର କରି ଜଟିଳ ଫମ୍ପା କ୍ରସ୍-ସେକ୍ସନ୍ ଗଠନ କରାଯାଇପାରିବ, ଜଟିଳ କ୍ରସ୍-ସେକ୍ସନ୍ ସହିତ ଆଲୁମିନିୟମ୍ ପ୍ରୋଫାଇଲ୍ର ଏକ ଡିଜାଇନ୍ ସାମଗ୍ରୀ ସଂରକ୍ଷଣ କରିପାରିବ, ଉତ୍ପାଦ ଶକ୍ତି ଏବଂ କଠୋରତାର ଆବଶ୍ୟକତା ପୂରଣ କରିପାରିବ ଏବଂ ବିଭିନ୍ନ ଉପାଦାନ ମଧ୍ୟରେ ପାରସ୍ପରିକ ସଂଯୋଗର ଆବଶ୍ୟକତା ପୂରଣ କରିପାରିବ। ତେଣୁ, ମୁଖ୍ୟ ବିମ୍ ଡିଜାଇନ୍ ଗଠନ ଏବଂ ଜଡ଼ତା I ଏବଂ ପ୍ରତିରୋଧୀ ମୁହୂର୍ତ୍ତ W ର ବିଭାଗିକ ମୁହୂର୍ତ୍ତଗୁଡ଼ିକୁ ଚିତ୍ର 3 ରେ ଦର୍ଶାଯାଇଛି।
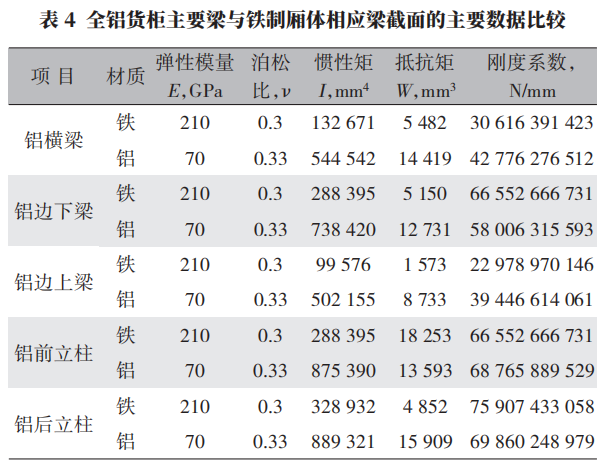
ସାରଣୀ 4 ରେ ଥିବା ମୁଖ୍ୟ ତଥ୍ୟର ତୁଳନା ଦର୍ଶାଉଛି ଯେ ଡିଜାଇନ୍ ହୋଇଥିବା ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲର ଜଡ଼ତା ଏବଂ ପ୍ରତିରୋଧୀ ମୁହୂର୍ତ୍ତର ବିଭାଗୀୟ ମୁହୂର୍ତ୍ତଗୁଡ଼ିକ ଲୁହା-ନିର୍ମିତ ବିମ୍ ପ୍ରୋଫାଇଲର ଅନୁରୂପ ତଥ୍ୟ ଅପେକ୍ଷା ଭଲ। କଠୋରତା ଗୁଣାଙ୍କ ତଥ୍ୟ ପ୍ରାୟତଃ ଲୁହା-ନିର୍ମିତ ବିମ୍ ପ୍ରୋଫାଇଲ ସହିତ ସମାନ, ଏବଂ ସମସ୍ତ ବିକୃତି ଆବଶ୍ୟକତା ପୂରଣ କରେ।
୩.୨ ସର୍ବାଧିକ ଚାପ ଗଣନା
ମୁଖ୍ୟ ଭାର-ବାହକ ଉପାଦାନ, କ୍ରସବିମକୁ ବସ୍ତୁ ଭାବରେ ଗ୍ରହଣ କରି, ସର୍ବାଧିକ ଚାପ ଗଣନା କରାଯାଏ। ମୂଲ୍ୟାଙ୍କିତ ଭାର ହେଉଛି 1.5 t, ଏବଂ କ୍ରସବିମଟି ସାରଣୀ 5 ରେ ଦେଖାଯାଇଥିବା ପରି ଯାନ୍ତ୍ରିକ ଗୁଣ ସହିତ 6063-T6 ଆଲୁମିନିୟମ ମିଶ୍ରିତ ପ୍ରୋଫାଇଲରେ ତିଆରି। ଚିତ୍ର 4 ରେ ଦେଖାଯାଇଥିବା ପରି, ବଳ ଗଣନା ପାଇଁ ବିମକୁ ଏକ କ୍ୟାଣ୍ଟିଲିଭର ଗଠନ ଭାବରେ ସରଳୀକୃତ କରାଯାଇଛି।
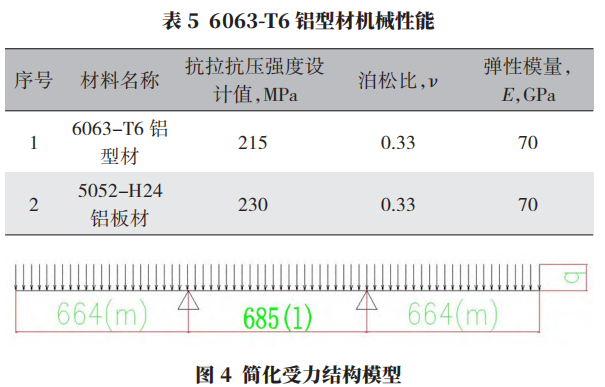
ଏକ 344mm ସ୍ପାନ୍ ବିମ୍ ନେଇ, ବିମ୍ ଉପରେ ସଙ୍କୋଚନାତ୍ମକ ଭାର 4.5t ଉପରେ ଆଧାର କରି F=3757 N ଭାବରେ ଗଣନା କରାଯାଏ, ଯାହା ମାନକ ସ୍ଥିର ଭାରର ତିନିଗୁଣ। q=F/L
ଯେଉଁଠାରେ q ହେଉଛି ଭାର ତଳେ ବିମର ଆଭ୍ୟନ୍ତରୀଣ ଚାପ, N/mm; F ହେଉଛି ବିମ ଦ୍ୱାରା ବହନ କରାଯାଇଥିବା ଭାର, ଯାହା ମାନକ ସ୍ଥିର ଭାରର 3 ଗୁଣ ଉପରେ ଆଧାର କରି ଗଣନା କରାଯାଏ, ଯାହା 4.5 t; L ହେଉଛି ବିମର ଲମ୍ବ, mm।
ତେଣୁ, ଆଭ୍ୟନ୍ତରୀଣ ଚାପ q ହେଉଛି:

ଚାପ ଗଣନା ସୂତ୍ର ନିମ୍ନଲିଖିତ ଭାବରେ ଅଟେ:

ସର୍ବାଧିକ ମୁହୂର୍ତ୍ତ ହେଉଛି:

ମୁହୂର୍ତ୍ତର ସମ୍ପୂର୍ଣ୍ଣ ମୂଲ୍ୟକୁ ନେଇ, M=274283 N·mm, ସର୍ବାଧିକ ଚାପ σ=M/(1.05×w)=18.78 MPa, ଏବଂ ସର୍ବାଧିକ ଚାପ ମୂଲ୍ୟ σ<215 MPa, ଯାହା ଆବଶ୍ୟକତା ପୂରଣ କରେ।
୩.୩ ବିଭିନ୍ନ ଉପାଦାନର ସଂଯୋଗ ବୈଶିଷ୍ଟ୍ୟ
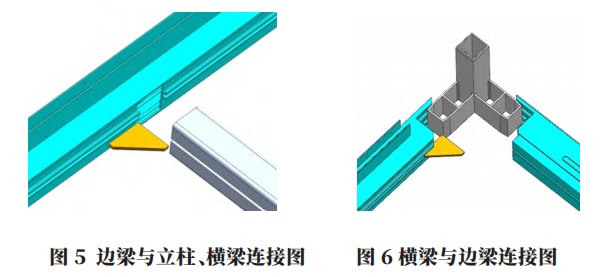
ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁର ୱେଲ୍ଡିଂ ଗୁଣ ଦୁର୍ବଳ ଥାଏ, ଏବଂ ଏହାର ୱେଲ୍ଡିଂ ବିନ୍ଦୁ ଶକ୍ତି ମୂଳ ସାମଗ୍ରୀ ଶକ୍ତିର କେବଳ 60%। ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ପୃଷ୍ଠରେ Al2O3 ର ଏକ ସ୍ତର ଆବରଣ ଯୋଗୁଁ, Al2O3 ର ତରଳାଇବା ବିନ୍ଦୁ ଅଧିକ ଥାଏ, ଯେତେବେଳେ ଆଲୁମିନିୟମର ତରଳାଇବା ବିନ୍ଦୁ କମ ଥାଏ। ଯେତେବେଳେ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ୱେଲ୍ଡିଂ କରାଯାଏ, ପୃଷ୍ଠରେ ଥିବା Al2O3 କୁ ୱେଲ୍ଡିଂ କରିବା ପାଇଁ ଶୀଘ୍ର ଭାଙ୍ଗିବାକୁ ପଡିବ। ସେହି ସମୟରେ, Al2O3 ର ଅବଶିଷ୍ଟାଂଶ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ଦ୍ରବଣରେ ରହିବ, ଯାହା ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ଗଠନକୁ ପ୍ରଭାବିତ କରିବ ଏବଂ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ୱେଲ୍ଡିଂ ବିନ୍ଦୁର ଶକ୍ତିକୁ ହ୍ରାସ କରିବ। ତେଣୁ, ଏକ ସମ୍ପୂର୍ଣ୍ଣ ଆଲୁମିନିୟମ ପାତ୍ର ଡିଜାଇନ୍ କରିବା ସମୟରେ, ଏହି ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକୁ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ବିଚାର କରାଯାଏ। ୱେଲ୍ଡିଂ ହେଉଛି ମୁଖ୍ୟ ସ୍ଥିତିକରଣ ପଦ୍ଧତି, ଏବଂ ମୁଖ୍ୟ ଭାର-ବାହକ ଉପାଦାନଗୁଡ଼ିକ ବୋଲ୍ଟ ଦ୍ୱାରା ସଂଯୁକ୍ତ। ରିଭେଟିଂ ଏବଂ ଡୋଭେଟେଲ୍ ଗଠନ ପରି ସଂଯୋଗଗୁଡ଼ିକ ଚିତ୍ର 5 ଏବଂ 6 ରେ ଦର୍ଶାଯାଇଛି।
ସମ୍ପୂର୍ଣ୍ଣ ଆଲୁମିନିୟମ୍ ବାକ୍ସ ବଡିର ମୁଖ୍ୟ ଗଠନ ଏକ ଗଠନ ଗ୍ରହଣ କରେ ଯେଉଁଥିରେ ଭୂସମାନ୍ତର ବିମ୍, ଭୂସମାନ୍ତର ସ୍ତମ୍ଭ, ପାର୍ଶ୍ୱ ବିମ୍ ଏବଂ ଧାର ବିମ୍ ପରସ୍ପର ସହିତ ଜଡିତ। ପ୍ରତ୍ୟେକ ଭୂସମାନ୍ତର ବିମ୍ ଏବଂ ଭୂସମାନ୍ତର ସ୍ତମ୍ଭ ମଧ୍ୟରେ ଚାରୋଟି ସଂଯୋଗ ବିନ୍ଦୁ ଅଛି। ସଂଯୋଗ ବିନ୍ଦୁଗୁଡ଼ିକ ଭୂସମାନ୍ତର ବିମ୍ ର ଭୂସମାନ୍ତର ଧାର ସହିତ ମେଶ କରିବା ପାଇଁ ଦନ୍ତରାଳ ଗାସ୍କେଟ ସହିତ ଫିଟ୍ ହୋଇଛି, ଯାହା ପ୍ରଭାବଶାଳୀ ଭାବରେ ସ୍ଲାଇଡିଂକୁ ରୋକିଥାଏ। ଆଠଟି କୋଣ ବିନ୍ଦୁ ମୁଖ୍ୟତଃ ଷ୍ଟିଲ୍ କୋର୍ ଇନସର୍ଟ ଦ୍ୱାରା ସଂଯୁକ୍ତ, ବୋଲ୍ଟ ଏବଂ ସ୍ୱୟଂ-ଲକିଂ ରିଭେଟ୍ ସହିତ ସ୍ଥିର, ଏବଂ ଆଭ୍ୟନ୍ତରୀଣ ଭାବରେ କୋଣ ସ୍ଥିତିକୁ ସୁଦୃଢ଼ କରିବା ପାଇଁ ବାକ୍ସ ଭିତରେ ୱେଲ୍ଡିଂ ହୋଇଥିବା 5mm ତ୍ରିକୋଣାକାର ଆଲୁମିନିୟମ୍ ପ୍ଲେଟ୍ ଦ୍ୱାରା ସଶକ୍ତ। ବାକ୍ସର ବାହ୍ୟ ଦୃଶ୍ୟରେ କୌଣସି ୱେଲ୍ଡିଂ କିମ୍ବା ଖୋଲା ସଂଯୋଗ ବିନ୍ଦୁ ନାହିଁ, ଯାହା ବାକ୍ସର ସାମଗ୍ରିକ ଦୃଶ୍ୟକୁ ସୁନିଶ୍ଚିତ କରେ।
୩.୪ SE ସିଙ୍କ୍ରୋନାସ୍ ଇଞ୍ଜିନିୟରିଂ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା
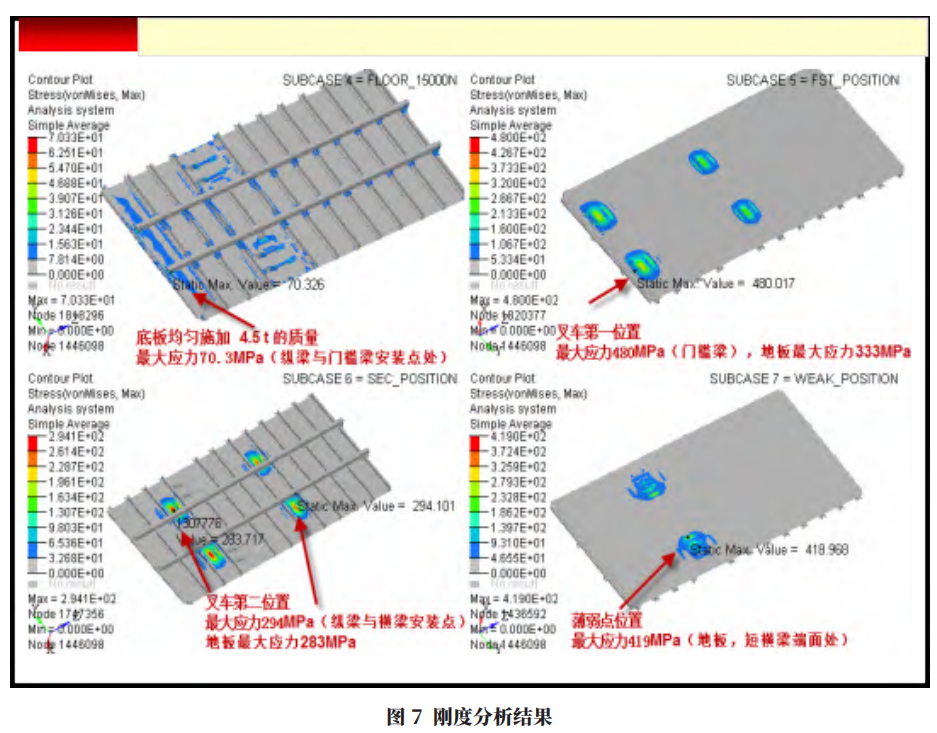
ବାକ୍ସ ବଡିରେ ମେଳ ଖାଉଥିବା ଉପାଦାନ ପାଇଁ ବଡ଼ ସଂଗୃହିତ ଆକାର ବିଚ୍ୟୁତି ଏବଂ ଫାଙ୍କ ଏବଂ ସମତଳତା ବିଫଳତାର କାରଣ ଖୋଜିବାରେ ଅସୁବିଧାର ସମାଧାନ ପାଇଁ SE ସିଙ୍କ୍ରୋନାସ୍ ଇଞ୍ଜିନିୟରିଂ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ବ୍ୟବହାର କରାଯାଏ। CAE ବିଶ୍ଳେଷଣ ମାଧ୍ୟମରେ (ଚିତ୍ର 7-8 ଦେଖନ୍ତୁ), ବାକ୍ସ ବଡିର ସାମଗ୍ରିକ ଶକ୍ତି ଏବଂ କଠୋରତା ଯାଞ୍ଚ କରିବା, ଦୁର୍ବଳ ବିନ୍ଦୁ ଖୋଜିବା ଏବଂ ଡିଜାଇନ୍ ସ୍କିମକୁ ଅଧିକ ପ୍ରଭାବଶାଳୀ ଭାବରେ ଅପ୍ଟିମାଇଜ୍ ଏବଂ ଉନ୍ନତ କରିବା ପାଇଁ ପଦକ୍ଷେପ ନେବା ପାଇଁ ଲୁହା ନିର୍ମିତ ବାକ୍ସ ବଡି ସହିତ ଏକ ତୁଳନାତ୍ମକ ବିଶ୍ଳେଷଣ କରାଯାଏ।
୪. ଆଲୁମିନିୟମ ଆଲୟ ବାକ୍ସ ଟ୍ରକର ହାଲୁକା ପ୍ରଭାବ
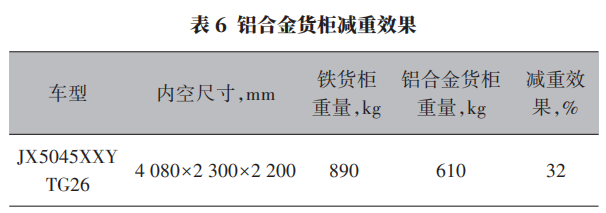
ବାକ୍ସ ବଡି ବ୍ୟତୀତ, ବାକ୍ସ-ପ୍ରକାର ଟ୍ରକ୍ କଣ୍ଟେନରର ବିଭିନ୍ନ ଉପାଦାନ, ଯେପରିକି ମଡ୍ଗାର୍ଡ, ରିଅର୍ ଗାର୍ଡ, ସାଇଡ୍ ଗାର୍ଡ, ଡୋର୍ ଲଚ୍, ଡୋର୍ ହିଞ୍ଜ୍ ଏବଂ ରିଅର୍ ଆପ୍ରନ୍ ଏଜ୍ ପାଇଁ ଇସ୍ପାତ ବଦଳାଇବା ପାଇଁ ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁ ବ୍ୟବହାର କରାଯାଇପାରିବ, ଯାହା କାର୍ଗୋ କମ୍ପାର୍ଟମେଣ୍ଟ ପାଇଁ 30% ରୁ 40% ଓଜନ ହ୍ରାସ ହାସଲ କରିଥାଏ। ଖାଲି 4080mm × 2300mm × 2200mm କାର୍ଗୋ କଣ୍ଟେନର ପାଇଁ ଓଜନ ହ୍ରାସ ପ୍ରଭାବ ସାରଣୀ 6 ରେ ଦର୍ଶାଯାଇଛି। ଏହା ମୌଳିକ ଭାବରେ ଅତ୍ୟଧିକ ଓଜନ, ଘୋଷଣା ସହିତ ଅନୁପାଳନ ନ କରିବା ଏବଂ ପାରମ୍ପରିକ ଲୁହା-ନିର୍ମିତ କାର୍ଗୋ କମ୍ପାର୍ଟମେଣ୍ଟର ନିୟାମକ ବିପଦ ସମସ୍ୟାର ସମାଧାନ କରେ।
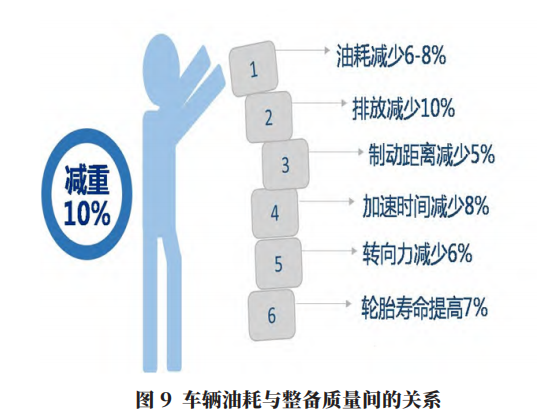
ପାରମ୍ପରିକ ଇସ୍ପାତକୁ ଅଟୋମୋଟିଭ୍ ଉପାଦାନ ପାଇଁ ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁ ସହିତ ବଦଳାଇ, କେବଳ ଉତ୍କୃଷ୍ଟ ହାଲୁକା ପ୍ରଭାବ ହାସଲ କରାଯାଇପାରିବ ନାହିଁ, ବରଂ ଏହା ଇନ୍ଧନ ସଞ୍ଚୟ, ନିର୍ଗମନ ହ୍ରାସ ଏବଂ ଉନ୍ନତ ଯାନବାହାନ କାର୍ଯ୍ୟଦକ୍ଷତାରେ ମଧ୍ୟ ଯୋଗଦାନ କରିପାରିବ। ବର୍ତ୍ତମାନ, ଇନ୍ଧନ ସଞ୍ଚୟରେ ହାଲୁକାତାର ଅବଦାନ ବିଷୟରେ ବିଭିନ୍ନ ମତାମତ ରହିଛି। ଆନ୍ତର୍ଜାତୀୟ ଆଲୁମିନିୟମ୍ ପ୍ରତିଷ୍ଠାନର ଗବେଷଣା ଫଳାଫଳ ଚିତ୍ର 9 ରେ ଦର୍ଶାଯାଇଛି। ଯାନବାହାନ ଓଜନରେ ପ୍ରତ୍ୟେକ 10% ହ୍ରାସ ଇନ୍ଧନ ବ୍ୟବହାରକୁ 6% ରୁ 8% ହ୍ରାସ କରିପାରିବ। ଘରୋଇ ପରିସଂଖ୍ୟାନ ଆଧାରରେ, ପ୍ରତ୍ୟେକ ଯାତ୍ରୀବାହୀ କାରର ଓଜନ 100 କିଲୋଗ୍ରାମ ହ୍ରାସ କରିବା ଦ୍ୱାରା ଇନ୍ଧନ ବ୍ୟବହାର 0.4 ଲିଟର/100 କିଲୋମିଟର ହ୍ରାସ ପାଇପାରିବ। ଇନ୍ଧନ ସଞ୍ଚୟରେ ହାଲୁକାତାର ଅବଦାନ ବିଭିନ୍ନ ଗବେଷଣା ପଦ୍ଧତିରୁ ପ୍ରାପ୍ତ ଫଳାଫଳ ଉପରେ ଆଧାରିତ, ତେଣୁ କିଛି ପରିବର୍ତ୍ତନ ଅଛି। ତଥାପି, ଅଟୋମୋଟିଭ୍ ହାଲୁକା ଇନ୍ଧନ ବ୍ୟବହାର ହ୍ରାସ କରିବା ଉପରେ ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ପ୍ରଭାବ ପକାଇଥାଏ।
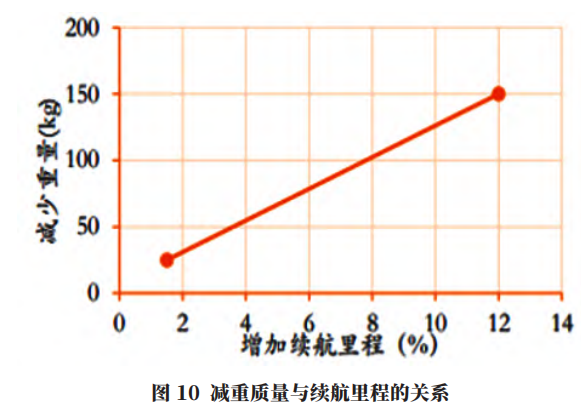
ବୈଦ୍ୟୁତିକ ଯାନ ପାଇଁ, ହାଲୁକା ପ୍ରଭାବ ଆହୁରି ସ୍ପଷ୍ଟ। ବର୍ତ୍ତମାନ, ବୈଦ୍ୟୁତିକ ଯାନ ପାୱାର ବ୍ୟାଟେରୀର ୟୁନିଟ୍ ଶକ୍ତି ଘନତା ପାରମ୍ପରିକ ତରଳ ଇନ୍ଧନ ଯାନ ଠାରୁ ଯଥେଷ୍ଟ ଭିନ୍ନ। ବୈଦ୍ୟୁତିକ ଯାନର ପାୱାର ସିଷ୍ଟମର ଓଜନ (ବ୍ୟାଟେରୀ ସମେତ) ପ୍ରାୟତଃ ମୋଟ ଯାନର ଓଜନର 20% ରୁ 30% ହୋଇଥାଏ। ସେହି ସମୟରେ, ବ୍ୟାଟେରୀର କାର୍ଯ୍ୟଦକ୍ଷତା ବାଧାକୁ ଭେଦ କରିବା ଏକ ବିଶ୍ୱବ୍ୟାପୀ ଚ୍ୟାଲେଞ୍ଜ। ଉଚ୍ଚ-କ୍ଷମତା ବ୍ୟାଟେରୀ ପ୍ରଯୁକ୍ତିବିଦ୍ୟାରେ ଏକ ପ୍ରମୁଖ ସଫଳତା ଆସିବା ପୂର୍ବରୁ, ବୈଦ୍ୟୁତିକ ଯାନର କ୍ରୁଜିଂ ପରିସରକୁ ଉନ୍ନତ କରିବା ପାଇଁ ହାଲୁକା ଏକ ପ୍ରଭାବଶାଳୀ ଉପାୟ। ପ୍ରତି 100 କିଲୋଗ୍ରାମ ଓଜନ ହ୍ରାସ ପାଇଁ, ବୈଦ୍ୟୁତିକ ଯାନର କ୍ରୁଜିଂ ପରିସରକୁ 6% ରୁ 11% ବୃଦ୍ଧି କରାଯାଇପାରିବ (ଓଜନ ହ୍ରାସ ଏବଂ କ୍ରୁଜିଂ ପରିସର ମଧ୍ୟରେ ସମ୍ପର୍କ ଚିତ୍ର 10 ରେ ଦର୍ଶାଯାଇଛି)। ବର୍ତ୍ତମାନ, ଶୁଦ୍ଧ ବୈଦ୍ୟୁତିକ ଯାନର କ୍ରୁଜିଂ ପରିସର ଅଧିକାଂଶ ଲୋକଙ୍କ ଆବଶ୍ୟକତା ପୂରଣ କରିପାରିବ ନାହିଁ, କିନ୍ତୁ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ପରିମାଣରେ ଓଜନ ହ୍ରାସ କରିବା ଦ୍ୱାରା କ୍ରୁଜିଂ ପରିସରକୁ ଉଲ୍ଲେଖନୀୟ ଭାବରେ ଉନ୍ନତ କରାଯାଇପାରିବ, ପରିସର ଚିନ୍ତା କମ ହୋଇପାରିବ ଏବଂ ବ୍ୟବହାରକାରୀ ଅଭିଜ୍ଞତାକୁ ଉନ୍ନତ କରାଯାଇପାରିବ।
୫.ନିଷ୍କର୍ଷ
ଏହି ଲେଖାରେ ପ୍ରଦର୍ଶିତ ଆଲୁମିନିୟମ ମିଶ୍ରିତ ବକ୍ସ ଟ୍ରକର ସମ୍ପୂର୍ଣ୍ଣ ଆଲୁମିନିୟମ ଗଠନ ବ୍ୟତୀତ, ବିଭିନ୍ନ ପ୍ରକାରର ବକ୍ସ ଟ୍ରକ୍ ଅଛି, ଯେପରିକି ଆଲୁମିନିୟମ ମଧୁର ପ୍ୟାନେଲ୍, ଆଲୁମିନିୟମ ବକଲ୍ ପ୍ଲେଟ୍, ଆଲୁମିନିୟମ ଫ୍ରେମ୍ + ଆଲୁମିନିୟମ ସ୍କିନ୍ ଏବଂ ଲୁହା-ଆଲୁମିନିୟମ ହାଇବ୍ରିଡ୍ କାର୍ଗୋ କଣ୍ଟେନର୍। ସେମାନଙ୍କର ହାଲୁକା ଓଜନ, ଉଚ୍ଚ ନିର୍ଦ୍ଦିଷ୍ଟ ଶକ୍ତି ଏବଂ ଭଲ କ୍ଷୟ ପ୍ରତିରୋଧର ସୁବିଧା ଅଛି, ଏବଂ କ୍ଷୟ ସୁରକ୍ଷା ପାଇଁ ଇଲେକ୍ଟ୍ରୋଫୋରେଟିକ୍ ରଙ୍ଗର ଆବଶ୍ୟକତା ନାହିଁ, ଯାହା ଇଲେକ୍ଟ୍ରୋଫୋରେଟିକ୍ ରଙ୍ଗର ପରିବେଶଗତ ପ୍ରଭାବକୁ ହ୍ରାସ କରେ। ଆଲୁମିନିୟମ ମିଶ୍ରିତ ବକ୍ସ ଟ୍ରକ୍ ମୌଳିକ ଭାବରେ ଅତ୍ୟଧିକ ଓଜନ, ଘୋଷଣା ସହିତ ଅନୁପାଳନ ନ କରିବା ଏବଂ ପାରମ୍ପରିକ ଲୁହା-ନିର୍ମିତ କାର୍ଗୋ କମ୍ପାର୍ଟମେଣ୍ଟଗୁଡ଼ିକର ନିୟାମକ ବିପଦର ସମସ୍ୟାଗୁଡ଼ିକୁ ସମାଧାନ କରେ।
ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ପାଇଁ ଏକ୍ସଟ୍ରୁଜନ୍ ଏକ ଅତ୍ୟାବଶ୍ୟକ ପ୍ରକ୍ରିୟାକରଣ ପଦ୍ଧତି, ଏବଂ ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲଗୁଡିକରେ ଉତ୍କୃଷ୍ଟ ଯାନ୍ତ୍ରିକ ଗୁଣ ଅଛି, ତେଣୁ ଉପାଦାନଗୁଡିକର ସେକ୍ସନ କଠିନତା ତୁଳନାତ୍ମକ ଭାବରେ ଅଧିକ। ପରିବର୍ତ୍ତନଶୀଳ କ୍ରସ-ସେକ୍ସନ ଯୋଗୁଁ, ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ବହୁ ଉପାଦାନ କାର୍ଯ୍ୟର ମିଶ୍ରଣ ହାସଲ କରିପାରିବ, ଏହାକୁ ଅଟୋମୋଟିଭ୍ ହାଲୁକା ପାଇଁ ଏକ ଭଲ ସାମଗ୍ରୀ କରିଥାଏ। ତଥାପି, ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁର ବ୍ୟାପକ ପ୍ରୟୋଗ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ କାର୍ଗୋ କମ୍ପାର୍ଟମେଣ୍ଟ ପାଇଁ ଅପର୍ଯ୍ୟାପ୍ତ ଡିଜାଇନ୍ କ୍ଷମତା, ଗଠନ ଏବଂ ୱେଲ୍ଡିଂ ସମସ୍ୟା ଏବଂ ନୂତନ ଉତ୍ପାଦ ପାଇଁ ଉଚ୍ଚ ବିକାଶ ଏବଂ ପ୍ରୋତ୍ସାହନ ଖର୍ଚ୍ଚ ଭଳି ଚ୍ୟାଲେଞ୍ଜର ସମ୍ମୁଖୀନ ହୁଏ। ମୁଖ୍ୟ କାରଣ ହେଉଛି ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁର ପୁନଃଚକ୍ରଣ ପରିବେଶ ପରିପକ୍ୱ ହେବା ପୂର୍ବରୁ ଆଲୁମିନିୟମ ମିଶ୍ରଧାତୁ ଇସ୍ପାତ ଅପେକ୍ଷା ଅଧିକ ମୂଲ୍ୟବାନ।
ଶେଷରେ, ଅଟୋମୋବାଇଲରେ ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁର ପ୍ରୟୋଗ ପରିସର ବ୍ୟାପକ ହେବ, ଏବଂ ଏହାର ବ୍ୟବହାର ବୃଦ୍ଧି ପାଇବ। ଶକ୍ତି ସଞ୍ଚୟ, ନିର୍ଗମନ ହ୍ରାସ ଏବଂ ନୂତନ ଶକ୍ତି ଯାନବାହନ ଶିଳ୍ପର ବିକାଶର ବର୍ତ୍ତମାନର ଧାରା ଅନୁଯାୟୀ, ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁ ଗୁଣଗୁଡ଼ିକର ଗଭୀର ବୁଝାମଣା ଏବଂ ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁ ପ୍ରୟୋଗ ସମସ୍ୟାର ପ୍ରଭାବଶାଳୀ ସମାଧାନ ସହିତ, ଆଲୁମିନିୟମ୍ ଏକ୍ସଟ୍ରୁଜନ୍ ସାମଗ୍ରୀଗୁଡ଼ିକୁ ଅଟୋମୋଟିଭ୍ ହାଲୁକା କରିବାରେ ଅଧିକ ବ୍ୟବହୃତ ହେବ।
MAT ଆଲୁମିନିୟମରୁ ମେ ଜିଆଙ୍ଗଙ୍କ ଦ୍ୱାରା ସମ୍ପାଦିତ
ପୋଷ୍ଟ ସମୟ: ଜାନୁଆରୀ-୧୨-୨୦୨୪



