

ଶକ୍ତିର ଟେନସାଇଲ୍ ପରୀକ୍ଷା ମୁଖ୍ୟତଃ ଧାତୁ ସାମଗ୍ରୀର ପ୍ରସାରଣ ପ୍ରକ୍ରିୟା ସମୟରେ କ୍ଷତି ପ୍ରତିରୋଧ କରିବାର କ୍ଷମତା ନିର୍ଣ୍ଣୟ କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ, ଏବଂ ଏହା ସାମଗ୍ରୀର ଯାନ୍ତ୍ରିକ ଗୁଣଗୁଡ଼ିକର ମୂଲ୍ୟାଙ୍କନ ପାଇଁ ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ସୂଚକ।
୧. ଟେନସାଇଲ୍ ପରୀକ୍ଷା
ଟେନସାଇଲ୍ ପରୀକ୍ଷା ସାମଗ୍ରୀ ଯାନ୍ତ୍ରିକୀର ମୌଳିକ ନୀତି ଉପରେ ଆଧାରିତ। କିଛି ପରିସ୍ଥିତିରେ ସାମଗ୍ରୀ ନମୁନାରେ ଏକ ଟେନସାଇଲ୍ ଭାର ପ୍ରୟୋଗ କରି, ଏହା ନମୁନା ଭାଙ୍ଗିବା ପର୍ଯ୍ୟନ୍ତ ଟେନସାଇଲ୍ ବିକୃତି ସୃଷ୍ଟି କରେ। ପରୀକ୍ଷା ସମୟରେ, ବିଭିନ୍ନ ଭାର ଅଧୀନରେ ପରୀକ୍ଷାମୂଳକ ନମୁନାର ବିକୃତି ଏବଂ ନମୁନା ଭାଙ୍ଗିବା ସମୟରେ ସର୍ବାଧିକ ଭାର ରେକର୍ଡ କରାଯାଏ, ଯାହା ଦ୍ୱାରା ଉପଜ ଶକ୍ତି, ଟେନସାଇଲ୍ ଶକ୍ତି ଏବଂ ସାମଗ୍ରୀର ଅନ୍ୟାନ୍ୟ କାର୍ଯ୍ୟଦକ୍ଷତା ସୂଚକ ଗଣନା କରାଯାଇପାରିବ।
ଚାପ σ = F/A
σ ହେଉଛି ଟେନସାଇଲ ଶକ୍ତି (MPa)
F ହେଉଛି ଟେନସାଇଲ୍ ଭାର (N)
A ହେଉଛି ନମୁନାର କ୍ରସ-ସେକ୍ସନାଲ୍ କ୍ଷେତ୍ର।
2. ଟେନ୍ସାଇଲ୍ ବକ୍ର
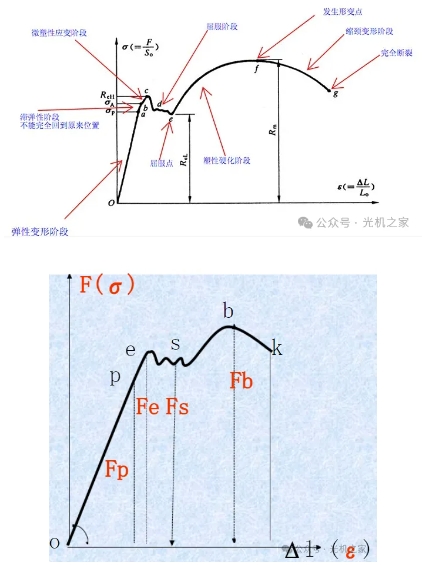
ପ୍ରସାରଣ ପ୍ରକ୍ରିୟାର ବିଭିନ୍ନ ପର୍ଯ୍ୟାୟର ବିଶ୍ଳେଷଣ:
a. ଏକ ଛୋଟ ଭାର ସହିତ OP ପର୍ଯ୍ୟାୟରେ, ଲମ୍ବତା ଭାର ସହିତ ଏକ ରେଖୀୟ ସମ୍ପର୍କରେ ଥାଏ, ଏବଂ ସରଳ ରେଖା ବଜାୟ ରଖିବା ପାଇଁ Fp ହେଉଛି ସର୍ବାଧିକ ଭାର।
b. ଭାର Fp ଅତିକ୍ରମ କରିବା ପରେ, ଟେନସାଇଲ୍ କର୍ଭ ଏକ ଅଣ-ରୈଖିକ ସମ୍ପର୍କ ଗ୍ରହଣ କରିବାକୁ ଆରମ୍ଭ କରେ। ନମୁନା ପ୍ରାରମ୍ଭିକ ବିକୃତି ପର୍ଯ୍ୟାୟରେ ପ୍ରବେଶ କରେ, ଏବଂ ଭାର ଅପସାରିତ ହୁଏ, ଏବଂ ନମୁନା ଏହାର ମୂଳ ଅବସ୍ଥାକୁ ଫେରିପାରେ ଏବଂ ଇଲାଷ୍ଟିକ୍ ଭାବରେ ବିକୃତ ହୋଇପାରେ।
ଗ. ଭାର Fe ଅତିକ୍ରମ କରିବା ପରେ, ଭାର ଅପସାରିତ ହୁଏ, ବିକୃତିର କିଛି ଅଂଶ ପୁନଃସ୍ଥାପିତ ହୁଏ, ଏବଂ ଅବଶିଷ୍ଟ ବିକୃତିର କିଛି ଅଂଶ ରଖାଯାଏ, ଯାହାକୁ ପ୍ଲାଷ୍ଟିକ୍ ବିକୃତି କୁହାଯାଏ। Fe କୁ ଇଲାଷ୍ଟିକ୍ ସୀମା କୁହାଯାଏ।
ଘ. ଯେତେବେଳେ ଭାର ଆହୁରି ବୃଦ୍ଧି ପାଏ, ସେତେବେଳେ ଟେନସାଇଲ୍ କର୍ଭ କରତ ଦେଖାଏ। ଯେତେବେଳେ ଭାର ବୃଦ୍ଧି କିମ୍ବା ହ୍ରାସ ପାଏ ନାହିଁ, ସେତେବେଳେ ପରୀକ୍ଷଣିକ ନମୁନାର ନିରନ୍ତର ଲମ୍ବା ହେବାର ଘଟଣାବଳୀକୁ ୟିଲ୍ଡିଂ କୁହାଯାଏ। ୟିଲ୍ଡିଂ ପରେ, ନମୁନା ସ୍ପଷ୍ଟ ପ୍ଲାଷ୍ଟିକ୍ ବିକୃତି ଦେଇ ଗତି କରିବା ଆରମ୍ଭ କରେ।
ୠ. ଫଳ ଦେବା ପରେ, ନମୁନାରେ ବିକୃତି ପ୍ରତିରୋଧ, କାର୍ଯ୍ୟ କଠିନତା ଏବଂ ବିକୃତି ଦୃଢ଼ୀକରଣରେ ବୃଦ୍ଧି ଦେଖାଯାଏ। ଯେତେବେଳେ ଭାର Fb ରେ ପହଞ୍ଚିଥାଏ, ନମୁନାର ସମାନ ଅଂଶ ତୀବ୍ର ଭାବରେ ସଙ୍କୁଚିତ ହୁଏ। Fb ହେଉଛି ଶକ୍ତି ସୀମା।
ଚ. ସଙ୍କୋଚନ ଘଟଣା ନମୁନାର ବାହନ କ୍ଷମତାକୁ ହ୍ରାସ କରେ। ଯେତେବେଳେ ଭାର Fk ରେ ପହଞ୍ଚିଥାଏ, ନମୁନା ଭାଙ୍ଗିଯାଏ। ଏହାକୁ ଭଙ୍ଗା ଭାର କୁହାଯାଏ।
ଶକ୍ତି ଉତ୍ପାଦନ କରନ୍ତୁ
ଉପଜ ଶକ୍ତି ହେଉଛି ସର୍ବାଧିକ ଚାପ ମୂଲ୍ୟ ଯାହାକୁ ଏକ ଧାତୁ ସାମଗ୍ରୀ ପ୍ଲାଷ୍ଟିକ୍ ବିକୃତି ଆରମ୍ଭରୁ ବାହ୍ୟ ବଳର ଶିକାର ହେଲେ ସମ୍ପୂର୍ଣ୍ଣ ଭଙ୍ଗା ପର୍ଯ୍ୟନ୍ତ ସହ୍ୟ କରିପାରିବ। ଏହି ମୂଲ୍ୟ ସେହି ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ବିନ୍ଦୁକୁ ଚିହ୍ନିତ କରେ ଯେଉଁଠାରେ ସାମଗ୍ରୀ ଇଲାଷ୍ଟିକ୍ ବିକୃତି ପର୍ଯ୍ୟାୟରୁ ପ୍ଲାଷ୍ଟିକ୍ ବିକୃତି ପର୍ଯ୍ୟାୟକୁ ପରିବର୍ତ୍ତନ କରେ।
ବର୍ଗୀକରଣ
ଉପର ଉପଜ ଶକ୍ତି: ପ୍ରଥମ ଥର ପାଇଁ ଫଳ ଦେବା ସମୟରେ ବଳ ହ୍ରାସ ପାଇବା ପୂର୍ବରୁ ନମୁନାର ସର୍ବାଧିକ ଚାପକୁ ବୁଝାଏ।
ନିମ୍ନ ଅମଳ ଶକ୍ତି: ପ୍ରାରମ୍ଭିକ କ୍ଷଣସ୍ଥାୟୀ ପ୍ରଭାବକୁ ଅଣଦେଖା କରାଯିବା ସମୟରେ ଅମଳ ପର୍ଯ୍ୟାୟରେ ସର୍ବନିମ୍ନ ଚାପକୁ ବୁଝାଏ। ନିମ୍ନ ଅମଳ ବିନ୍ଦୁର ମୂଲ୍ୟ ତୁଳନାତ୍ମକ ଭାବରେ ସ୍ଥିର ଥିବାରୁ, ଏହାକୁ ସାଧାରଣତଃ ସାମଗ୍ରୀ ପ୍ରତିରୋଧର ସୂଚକ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ, ଯାହାକୁ ଅମଳ ବିନ୍ଦୁ କିମ୍ବା ଅମଳ ଶକ୍ତି କୁହାଯାଏ।
ଗଣନା ସୂତ୍ର
ଉପର ଅମଳ ଶକ୍ତି ପାଇଁ: R = F / Sₒ, ଯେଉଁଠାରେ F ହେଉଛି ଅମଳ ପର୍ଯ୍ୟାୟରେ ପ୍ରଥମ ଥର ପାଇଁ ବଳ ହ୍ରାସ ପାଇବା ପୂର୍ବରୁ ସର୍ବାଧିକ ବଳ, ଏବଂ Sₒ ହେଉଛି ନମୁନାର ମୂଳ କ୍ରସ-ସେକ୍ସନାଲ୍ କ୍ଷେତ୍ର।
ନିମ୍ନ ଅମଳ ଶକ୍ତି ପାଇଁ: R = F / Sₒ, ଯେଉଁଠାରେ F ହେଉଛି ପ୍ରାରମ୍ଭିକ କ୍ଷଣସ୍ଥାୟୀ ପ୍ରଭାବକୁ ଅଣଦେଖା କରି ସର୍ବନିମ୍ନ ବଳ F, ଏବଂ Sₒ ହେଉଛି ନମୁନାର ମୂଳ କ୍ରସ-ସେକ୍ସନାଲ୍ କ୍ଷେତ୍ର।
ୟୁନିଟ୍
ଉତ୍ପାଦନ ଶକ୍ତିର ଏକକ ସାଧାରଣତଃ MPa (ମେଗାପାସ୍କାଲ) କିମ୍ବା N/mm² (ପ୍ରତି ବର୍ଗ ମିଲିମିଟର ନ୍ୟୁଟନ୍)।
ଉଦାହରଣ
ଉଦାହରଣ ଭାବରେ ନିମ୍ନ କାର୍ବନ ଇସ୍ପାତକୁ ନିଅନ୍ତୁ, ଏହାର ଉତ୍ପାଦନ ସୀମା ସାଧାରଣତଃ 207MPa। ଏହି ସୀମାଠାରୁ ଅଧିକ ବାହ୍ୟ ବଳର ଶିକାର ହେଲେ, ନିମ୍ନ କାର୍ବନ ଇସ୍ପାତ ସ୍ଥାୟୀ ବିକୃତି ସୃଷ୍ଟି କରିବ ଏବଂ ପୁନଃସ୍ଥାପିତ ହୋଇପାରିବ ନାହିଁ; ଏହି ସୀମାଠାରୁ କମ୍ ବାହ୍ୟ ବଳର ଶିକାର ହେଲେ, ନିମ୍ନ କାର୍ବନ ଇସ୍ପାତ ଏହାର ମୂଳ ଅବସ୍ଥାକୁ ଫେରିପାରିବ।
ଧାତୁ ସାମଗ୍ରୀର ଯାନ୍ତ୍ରିକ ଗୁଣଗୁଡ଼ିକର ମୂଲ୍ୟାଙ୍କନ ପାଇଁ ଉତ୍ପାଦନ ଶକ୍ତି ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ସୂଚକ। ଏହା ବାହ୍ୟ ଶକ୍ତିର ଶିକାର ହେଲେ ପ୍ଲାଷ୍ଟିକ୍ ବିକୃତିକୁ ପ୍ରତିରୋଧ କରିବା ପାଇଁ ସାମଗ୍ରୀର କ୍ଷମତାକୁ ପ୍ରତିଫଳିତ କରେ।
ତେଜ ଶକ୍ତି
ଟେନସାଇଲ୍ ଶକ୍ତି ହେଉଛି ଟେନସାଇଲ୍ ଭାର ଅଧୀନରେ କ୍ଷତି ପ୍ରତିରୋଧ କରିବା ପାଇଁ ଏକ ସାମଗ୍ରୀର କ୍ଷମତା, ଯାହାକୁ ଟେନସାଇଲ୍ ପ୍ରକ୍ରିୟା ସମୟରେ ସାମଗ୍ରୀଟି ସହ୍ୟ କରିପାରୁଥିବା ସର୍ବାଧିକ ଚାପ ମୂଲ୍ୟ ଭାବରେ ସ୍ପଷ୍ଟ ଭାବରେ ପ୍ରକାଶ କରାଯାଏ। ଯେତେବେଳେ ସାମଗ୍ରୀ ଉପରେ ଟେନସାଇଲ୍ ଚାପ ଏହାର ଟେନସାଇଲ୍ ଶକ୍ତି ଅତିକ୍ରମ କରେ, ସେତେବେଳେ ସାମଗ୍ରୀଟି ପ୍ଲାଷ୍ଟିକ୍ ବିକୃତି କିମ୍ବା ଭଙ୍ଗା ହେବ।
ଗଣନା ସୂତ୍ର
ଟାଣ ଶକ୍ତି (σt) ପାଇଁ ଗଣନା ସୂତ୍ର ହେଉଛି:
σt = F / A
ଯେଉଁଠାରେ F ହେଉଛି ସର୍ବାଧିକ ଟାଣ ବଳ (ନ୍ୟୁଟନ୍, N) ଯାହାକୁ ନମୁନା ଭାଙ୍ଗିବା ପୂର୍ବରୁ ସହ୍ୟ କରିପାରେ, ଏବଂ A ହେଉଛି ନମୁନାର ମୂଳ କ୍ରସ୍-ସେକ୍ସନାଲ୍ କ୍ଷେତ୍ର (ବର୍ଗ ମିଲିମିଟର, mm²)।
ୟୁନିଟ୍
ଟେନସାଇଲ୍ ଶକ୍ତିର ଏକକ ସାଧାରଣତଃ MPa (ମେଗାପାସ୍କାଲ୍) କିମ୍ବା N/mm² (ପ୍ରତି ବର୍ଗ ମିଲିମିଟର ନ୍ୟୁଟନ୍)। 1 MPa ପ୍ରତି ବର୍ଗ ମିଟର 1,000,000 ନ୍ୟୁଟନ୍ ସହିତ ସମାନ, ଯାହା 1 N/mm² ସହିତ ମଧ୍ୟ ସମାନ।
ପ୍ରଭାବିତ କରୁଥିବା କାରଣଗୁଡ଼ିକ
ରାସାୟନିକ ଗଠନ, ମାଇକ୍ରୋଷ୍ଟ୍ରକଚର, ତାପ ଚିକିତ୍ସା ପ୍ରକ୍ରିୟା, ପ୍ରକ୍ରିୟାକରଣ ପଦ୍ଧତି ଇତ୍ୟାଦି ଅନେକ କାରଣ ଦ୍ୱାରା ତାପ ଶକ୍ତି ପ୍ରଭାବିତ ହୁଏ। ବିଭିନ୍ନ ସାମଗ୍ରୀର ବିଭିନ୍ନ ତାପ ଶକ୍ତି ଥାଏ, ତେଣୁ ବ୍ୟବହାରିକ ପ୍ରୟୋଗରେ, ସାମଗ୍ରୀର ଯାନ୍ତ୍ରିକ ଗୁଣ ଉପରେ ଆଧାର କରି ଉପଯୁକ୍ତ ସାମଗ୍ରୀ ଚୟନ କରିବା ଆବଶ୍ୟକ।
ବ୍ୟବହାରିକ ପ୍ରୟୋଗ
ସାମଗ୍ରୀ ବିଜ୍ଞାନ ଏବଂ ଇଞ୍ଜିନିୟରିଂ କ୍ଷେତ୍ରରେ ତେଜଶକ୍ତି ଏକ ଅତ୍ୟନ୍ତ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ପାରାମିଟର, ଏବଂ ପ୍ରାୟତଃ ସାମଗ୍ରୀର ଯାନ୍ତ୍ରିକ ଗୁଣଗୁଡ଼ିକର ମୂଲ୍ୟାଙ୍କନ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ। ଗଠନାତ୍ମକ ଡିଜାଇନ୍, ସାମଗ୍ରୀ ଚୟନ, ସୁରକ୍ଷା ମୂଲ୍ୟାଙ୍କନ, ଇତ୍ୟାଦି ଦୃଷ୍ଟିରୁ, ତେଜଶକ୍ତି ହେଉଛି ଏକ କାରଣ ଯାହାକୁ ବିଚାର କରିବାକୁ ପଡିବ। ଉଦାହରଣ ସ୍ୱରୂପ, ନିର୍ମାଣ ଇଞ୍ଜିନିୟରିଂରେ, ଇସ୍ପାତର ତେଜଶକ୍ତି ଭାର ସହ୍ୟ କରିପାରିବ କି ନାହିଁ ତାହା ନିର୍ଣ୍ଣୟ କରିବାରେ ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ କାରଣ; ମହାକାଶ କ୍ଷେତ୍ରରେ, ହାଲୁକା ଏବଂ ଉଚ୍ଚ-ଶକ୍ତିଯୁକ୍ତ ସାମଗ୍ରୀର ତେଜଶକ୍ତି ହେଉଛି ବିମାନର ସୁରକ୍ଷା ସୁନିଶ୍ଚିତ କରିବାର ଚାବିକାଠି।
କ୍ଳାନ୍ତି ଶକ୍ତି:
ଧାତୁ ଥକାପଣ ସେହି ପ୍ରକ୍ରିୟାକୁ ବୁଝାଏ ଯେଉଁଥିରେ ସାମଗ୍ରୀ ଏବଂ ଉପାଦାନଗୁଡ଼ିକ ଚକ୍ରୀୟ ଚାପ କିମ୍ବା ଚକ୍ରୀୟ ଚାପ ଅଧୀନରେ ଗୋଟିଏ କିମ୍ବା ଅନେକ ସ୍ଥାନରେ ଧୀରେ ଧୀରେ ସ୍ଥାନୀୟ ସ୍ଥାୟୀ କ୍ରମବର୍ଦ୍ଧିତ କ୍ଷତି ସୃଷ୍ଟି କରନ୍ତି, ଏବଂ କିଛି ଚକ୍ର ପରେ ଫାଟ କିମ୍ବା ହଠାତ୍ ସମ୍ପୂର୍ଣ୍ଣ ଭଙ୍ଗା ହୁଏ।
ବୈଶିଷ୍ଟ୍ୟଗୁଡିକ
ସମୟ ମଧ୍ୟରେ ହଠାତ୍ତା: ଧାତୁ ଥକ୍କାପଣ ବିଫଳତା ପ୍ରାୟତଃ ସ୍ପଷ୍ଟ ଲକ୍ଷଣ ବିନା ଅଳ୍ପ ସମୟ ମଧ୍ୟରେ ହଠାତ୍ ଘଟେ।
ସ୍ଥିତିରେ ଥିବା ସ୍ଥାନ: ଥକ୍କାପଣ ବିଫଳତା ସାଧାରଣତଃ ସ୍ଥାନୀୟ ଅଞ୍ଚଳରେ ଘଟେ ଯେଉଁଠାରେ ଚାପ କେନ୍ଦ୍ରିତ ଥାଏ।
ପରିବେଶ ଏବଂ ତ୍ରୁଟି ପ୍ରତି ସମ୍ବେଦନଶୀଳତା: ଧାତୁ ଥକାପଣ ପରିବେଶ ଏବଂ ସାମଗ୍ରୀ ଭିତରେ ଥିବା ଛୋଟ ଛୋଟ ତ୍ରୁଟି ପ୍ରତି ଅତ୍ୟନ୍ତ ସମ୍ବେଦନଶୀଳ, ଯାହା ଥକାପଣ ପ୍ରକ୍ରିୟାକୁ ତ୍ୱରାନ୍ୱିତ କରିପାରେ।
ପ୍ରଭାବିତ କରୁଥିବା କାରଣଗୁଡ଼ିକ
ଚାପର ପରିମାଣ: ଚାପର ପରିମାଣ ଧାତୁର କ୍ଳାନ୍ତି ଜୀବନକୁ ସିଧାସଳଖ ପ୍ରଭାବିତ କରେ।
ହାରାହାରି ଚାପ ପରିମାଣ: ହାରାହାରି ଚାପ ଯେତେ ଅଧିକ ହେବ, ଧାତୁର କ୍ଳାନ୍ତି ଜୀବନ ସେତେ କମ୍ ହେବ।
ଚକ୍ର ସଂଖ୍ୟା: ଧାତୁଟି ଯେତେ ଅଧିକ ଥର ଚକ୍ରୀୟ ଚାପ କିମ୍ବା ଚାପରେ ରହିବ, ଥକାପଣ କ୍ଷତିର ସଂଚୟ ସେତେ ଗୁରୁତର ହେବ।
ପ୍ରତିଷେଧକ ବ୍ୟବସ୍ଥା
ସାମଗ୍ରୀ ଚୟନକୁ ଅପ୍ଟିମାଇଜ୍ କରନ୍ତୁ: ଅଧିକ ଥକାପଣ ସୀମା ଥିବା ସାମଗ୍ରୀ ଚୟନ କରନ୍ତୁ।
ଚାପ ସାନ୍ଦ୍ରତା ହ୍ରାସ କରିବା: ଗଠନମୂଳକ ଡିଜାଇନ୍ କିମ୍ବା ପ୍ରକ୍ରିୟାକରଣ ପଦ୍ଧତି ମାଧ୍ୟମରେ ଚାପ ସାନ୍ଦ୍ରତା ହ୍ରାସ କରିବା, ଯେପରିକି ଗୋଲାକାର କୋଣ ପରିବର୍ତ୍ତନ ବ୍ୟବହାର କରିବା, କ୍ରସ୍-ସେକ୍ସନାଲ୍ ପରିମାପ ବୃଦ୍ଧି କରିବା, ଇତ୍ୟାଦି।
ପୃଷ୍ଠ ଚିକିତ୍ସା: ପୃଷ୍ଠ ତ୍ରୁଟି ହ୍ରାସ କରିବା ଏବଂ ଥକାପଣ ଶକ୍ତି ଉନ୍ନତ କରିବା ପାଇଁ ଧାତୁ ପୃଷ୍ଠରେ ପଲିସ୍ କରିବା, ସ୍ପ୍ରେ କରିବା, ଇତ୍ୟାଦି।
ଯାଞ୍ଚ ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ: ଫାଟ ଭଳି ତ୍ରୁଟିକୁ ତୁରନ୍ତ ଚିହ୍ନଟ ଏବଂ ମରାମତି କରିବା ପାଇଁ ଧାତୁ ଉପାଦାନଗୁଡ଼ିକୁ ନିୟମିତ ଭାବରେ ଯାଞ୍ଚ କରନ୍ତୁ; ଥକ୍କା ଲାଗିଥିବା ଅଂଶଗୁଡ଼ିକୁ ରକ୍ଷଣାବେକ୍ଷଣ କରନ୍ତୁ, ଯେପରିକି ପୁରୁଣା ଅଂଶଗୁଡ଼ିକୁ ପରିବର୍ତ୍ତନ କରିବା ଏବଂ ଦୁର୍ବଳ ଲିଙ୍କଗୁଡ଼ିକୁ ମଜବୁତ କରିବା।
ଧାତୁ ଥକ୍କାପଣ ଏକ ସାଧାରଣ ଧାତୁ ବିଫଳତା ଧାରା, ଯାହା ହଠାତ୍ତା, ସ୍ଥାନୀୟତା ଏବଂ ପରିବେଶ ପ୍ରତି ସମ୍ବେଦନଶୀଳତା ଦ୍ୱାରା ବର୍ଣ୍ଣିତ। ଚାପ ପରିମ୍ପ୍ଲିଚ୍ୟୁଡ୍, ହାରାହାରି ଚାପ ପରିମାଣ ଏବଂ ଚକ୍ର ସଂଖ୍ୟା ହେଉଛି ଧାତୁ ଥକ୍କାପଣକୁ ପ୍ରଭାବିତ କରୁଥିବା ମୁଖ୍ୟ କାରଣ।
SN କର୍ଭ: ବିଭିନ୍ନ ଚାପ ସ୍ତର ଅଧୀନରେ ସାମଗ୍ରୀର କ୍ଳାନ୍ତି ଜୀବନକୁ ବର୍ଣ୍ଣନା କରେ, ଯେଉଁଠାରେ S ଚାପକୁ ପ୍ରତିନିଧିତ୍ୱ କରେ ଏବଂ N ଚାପ ଚକ୍ରର ସଂଖ୍ୟାକୁ ପ୍ରତିନିଧିତ୍ୱ କରେ।
କ୍ଳାନ୍ତି ଶକ୍ତି ଗୁଣାଙ୍କ ସୂତ୍ର:
(Kf = Ka \cdot Kb \cdot Kc \cdot Kd \cdot Ke)
ଯେଉଁଠାରେ (Ka) ହେଉଛି ଭାର କାରକ, (Kb) ହେଉଛି ଆକାର କାରକ, (Kc) ହେଉଛି ତାପମାତ୍ରା କାରକ, (Kd) ହେଉଛି ପୃଷ୍ଠ ଗୁଣବତ୍ତା କାରକ, ଏବଂ (Ke) ହେଉଛି ନିର୍ଭରଯୋଗ୍ୟ କାରକ।
SN ବକ୍ର ଗାଣିତିକ ପ୍ରକାଶନ:
(\ସିଗମା^ମି N = C)
ଯେଉଁଠାରେ (\sigma) ହେଉଛି ଚାପ, N ହେଉଛି ଚାପ ଚକ୍ରର ସଂଖ୍ୟା, ଏବଂ m ଏବଂ C ହେଉଛି ଭୌତିକ ସ୍ଥିରାଙ୍କ।
ଗଣନାର ପଦକ୍ଷେପଗୁଡ଼ିକ
ଭୌତିକ ସ୍ଥିରାଙ୍କ ନିର୍ଣ୍ଣୟ କରନ୍ତୁ:
ପରୀକ୍ଷଣ ମାଧ୍ୟମରେ କିମ୍ବା ପ୍ରାସଙ୍ଗିକ ସାହିତ୍ୟକୁ ଉଲ୍ଲେଖ କରି m ଏବଂ C ର ମୂଲ୍ୟ ନିର୍ଣ୍ଣୟ କରନ୍ତୁ।
ଚାପ ସାନ୍ଦ୍ରତା କାରକ ନିର୍ଣ୍ଣୟ କରନ୍ତୁ: ଚାପ ସାନ୍ଦ୍ରତା କାରକ K ନିର୍ଣ୍ଣୟ କରିବା ପାଇଁ ଅଂଶର ପ୍ରକୃତ ଆକୃତି ଏବଂ ଆକାର, ଏବଂ ଫିଲେଟ୍, କୀୱେ, ଇତ୍ୟାଦି ଦ୍ୱାରା ସୃଷ୍ଟ ଚାପ ସାନ୍ଦ୍ରତାକୁ ବିଚାର କରନ୍ତୁ। ଥକାପଣ ଶକ୍ତି ଗଣନା କରନ୍ତୁ: SN କର୍ଭ ଏବଂ ଚାପ ସାନ୍ଦ୍ରତା କାରକ ଅନୁସାରେ, ଅଂଶର ଡିଜାଇନ୍ ଜୀବନ ଏବଂ କାର୍ଯ୍ୟ ଚାପ ସ୍ତର ସହିତ ମିଶ୍ରିତ, ଥକାପଣ ଶକ୍ତି ଗଣନା କରନ୍ତୁ।
୨. ପ୍ଲାଷ୍ଟିସିଟି:
ପ୍ଲାଷ୍ଟିସିଟି ହେଉଛି ଏକ ସାମଗ୍ରୀର ଗୁଣ, ଯାହା ବାହ୍ୟ ବଳର ଶିକାର ହେଲେ, ବାହ୍ୟ ବଳ ତାହାର ଇଲାକାଟିକ୍ ସୀମା ଅତିକ୍ରମ କଲେ ଭାଙ୍ଗି ନ ଯାଇ ସ୍ଥାୟୀ ବିକୃତି ସୃଷ୍ଟି କରେ। ଏହି ବିକୃତି ଅପରିବର୍ତ୍ତନୀୟ, ଏବଂ ବାହ୍ୟ ବଳ ଅପସାରିତ ହେଲେ ମଧ୍ୟ ସାମଗ୍ରୀ ଏହାର ମୂଳ ଆକାରକୁ ଫେରିବ ନାହିଁ।
ପ୍ଲାଷ୍ଟିସିଟି ସୂଚକାଙ୍କ ଏବଂ ଏହାର ଗଣନା ସୂତ୍ର
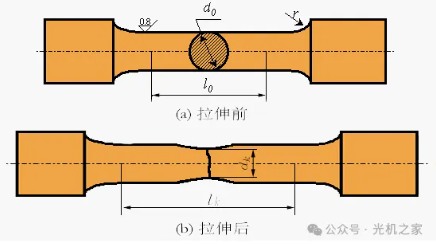
ଦୀର୍ଘତା (δ)
ପରିଭାଷା: ନମୁନାଟି ମୂଳ ଗଜ୍ ଲମ୍ବରେ ଟାଣ ଭାଙ୍ଗିଯିବା ପରେ ଗଜ୍ ସେକ୍ସନର ମୋଟ ବିକୃତିର ଶତକଡ଼ା ହେଉଛି ଲମ୍ବ।
ସୂତ୍ର: δ = (L1 - L0) / L0 × 100% |
ଯେଉଁଠାରେ L0 ହେଉଛି ନମୁନାର ମୂଳ ଗଜ୍ ଲମ୍ବ;
ନମୁନା ଭାଙ୍ଗିବା ପରେ L1 ହେଉଛି ଗଜ୍ ଲମ୍ବ।
ସେଗମେଣ୍ଟାଲ୍ ରିଡକ୍ସନ୍ (Ψ)
ପରିଭାଷା: ନମୁନାଟି ମୂଳ କ୍ରସ୍-ସେକ୍ସନାଲ୍ କ୍ଷେତ୍ରରେ ଭାଙ୍ଗିବା ପରେ ନେକିଂ ପଏଣ୍ଟରେ କ୍ରସ୍-ସେକ୍ସନାଲ୍ କ୍ଷେତ୍ରରେ ସର୍ବାଧିକ ହ୍ରାସର ଶତକଡ଼ା ହେଉଛି ସେଗମେଣ୍ଟାଲ୍ ହ୍ରାସ।
ସୂତ୍ର: Ψ = (F0 - F1) / F0 × 100% |
ଯେଉଁଠାରେ F0 ହେଉଛି ନମୁନାର ମୂଳ କ୍ରସ୍-ସେକ୍ସନାଲ୍ କ୍ଷେତ୍ର;
ନମୁନା ଭାଙ୍ଗିବା ପରେ ନେକିଂ ପଏଣ୍ଟରେ F1 ହେଉଛି କ୍ରସ୍-ସେକ୍ସନାଲ୍ ଅଞ୍ଚଳ।
3. କଠିନତା
ଧାତୁ କଠିନତା ହେଉଛି ଧାତୁ ସାମଗ୍ରୀର କଠିନତା ମାପିବା ପାଇଁ ଏକ ଯାନ୍ତ୍ରିକ ଗୁଣ ସୂଚକାଙ୍କ। ଏହା ଧାତୁ ପୃଷ୍ଠରେ ସ୍ଥାନୀୟ ଆୟତନରେ ବିକୃତି ପ୍ରତିରୋଧ କରିବାର କ୍ଷମତାକୁ ସୂଚିତ କରେ।
ଧାତୁ କଠୋରତାର ବର୍ଗୀକରଣ ଏବଂ ପ୍ରତିନିଧିତ୍ୱ
ଧାତୁ କଠିନତାର ବିଭିନ୍ନ ପରୀକ୍ଷା ପଦ୍ଧତି ଅନୁଯାୟୀ ବିଭିନ୍ନ ବର୍ଗୀକରଣ ଏବଂ ପ୍ରତିନିଧିତ୍ୱ ପଦ୍ଧତି ଅଛି। ମୁଖ୍ୟତଃ ନିମ୍ନଲିଖିତ ଅନ୍ତର୍ଭୁକ୍ତ:
ବ୍ରିନେଲ୍ କଠୋରତା (HB):
ପ୍ରୟୋଗ ପରିସର: ସାଧାରଣତଃ ଯେତେବେଳେ ସାମଗ୍ରୀ ନରମ ହୋଇଥାଏ, ଯେପରିକି ଅଣ-ଲୌହ ଧାତୁ, ଇସ୍ପାତ ତାପ ଚିକିତ୍ସା ପୂର୍ବରୁ କିମ୍ବା ଆନିଲିଂ ପରେ ବ୍ୟବହାର କରାଯାଏ।
ପରୀକ୍ଷା ନୀତି: ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ଆକାରର ପରୀକ୍ଷା ଭାର ସହିତ, ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ବ୍ୟାସର ଏକ କଠିନ ଇସ୍ପାତ ବଲ୍ କିମ୍ବା କାର୍ବାଇଡ୍ ବଲ୍ କୁ ପରୀକ୍ଷଣ ପାଇଁ ଧାତୁର ପୃଷ୍ଠରେ ଚାପି ଦିଆଯାଏ, ଏବଂ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ସମୟ ପରେ ଭାରକୁ ଅନଲୋଡ୍ କରାଯାଏ, ଏବଂ ପରୀକ୍ଷଣ ପାଇଁ ପୃଷ୍ଠରେ ଥିବା ଇଣ୍ଡେଣ୍ଟେସନ୍ର ବ୍ୟାସ ମାପ କରାଯାଏ।
ଗଣନା ସୂତ୍ର: ବ୍ରିନେଲ୍ କଠୋରତା ମୂଲ୍ୟ ହେଉଛି ଭାରକୁ ଇଣ୍ଡେଣ୍ଟେସନ୍ର ଗୋଲାକାର ପୃଷ୍ଠ କ୍ଷେତ୍ରଫଳ ଦ୍ୱାରା ବିଭାଜିତ କରି ପ୍ରାପ୍ତ ଭାଗଫଣ୍ଟ।
ରକୱେଲ କଠୋରତା (HR):
ପ୍ରୟୋଗ ପରିସର: ସାଧାରଣତଃ ଅଧିକ କଠୋରତା ଥିବା ସାମଗ୍ରୀ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ, ଯେପରିକି ଉତ୍ତାପ ଚିକିତ୍ସା ପରେ କଠୋରତା।
ପରୀକ୍ଷଣ ନୀତି: ବ୍ରିନେଲ୍ କଠୋରତା ସହିତ ସମାନ, କିନ୍ତୁ ଭିନ୍ନ ପ୍ରୋବ୍ (ହୀରା) ଏବଂ ଭିନ୍ନ ଗଣନା ପଦ୍ଧତି ବ୍ୟବହାର କରି।
ପ୍ରକାର: ପ୍ରୟୋଗ ଉପରେ ନିର୍ଭର କରି, HRC (ଉଚ୍ଚ କଠୋରତା ସାମଗ୍ରୀ ପାଇଁ), HRA, HRB ଏବଂ ଅନ୍ୟାନ୍ୟ ପ୍ରକାର ଅଛି।
ଭିକରସ୍ କଠୋରତା (HV):
ପ୍ରୟୋଗ କ୍ଷେତ୍ର: ଅଣୁବୀକ୍ଷଣ ଯନ୍ତ୍ର ବିଶ୍ଳେଷଣ ପାଇଁ ଉପଯୁକ୍ତ।
ପରୀକ୍ଷଣ ନୀତି: 120 କିଲୋଗ୍ରାମରୁ କମ୍ ଭାର ଏବଂ 136° ଶୀର୍ଷ କୋଣ ସହିତ ଏକ ହୀରା ବର୍ଗାକାର କୋଣ ଇଣ୍ଡେଣ୍ଟର ସହିତ ସାମଗ୍ରୀ ପୃଷ୍ଠକୁ ଚାପ ଦିଅନ୍ତୁ, ଏବଂ ଭିକର୍ସ କଠୋରତା ମୂଲ୍ୟ ପାଇବା ପାଇଁ ସାମଗ୍ରୀ ଇଣ୍ଡେଣ୍ଟେସନ୍ ପିଟ୍ ର ପୃଷ୍ଠ କ୍ଷେତ୍ରଫକୁ ଲୋଡ୍ ମୂଲ୍ୟ ଦ୍ୱାରା ବିଭାଜିତ କରନ୍ତୁ।
ଲିବ୍ କଠୋରତା (HL):
ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକ: ପୋର୍ଟେବଲ୍ କଠୋରତା ପରୀକ୍ଷକ, ମାପ କରିବାକୁ ସହଜ।
ପରୀକ୍ଷଣ ନୀତି: କଠୋରତା ପୃଷ୍ଠକୁ ପ୍ରଭାବିତ କରିବା ପରେ ଇମ୍ପାକ୍ଟ ବଲ୍ ହେଡ୍ ଦ୍ୱାରା ସୃଷ୍ଟି ହୋଇଥିବା ବାଉନ୍ସ ବ୍ୟବହାର କରନ୍ତୁ, ଏବଂ ନମୁନା ପୃଷ୍ଠରୁ ପ୍ରଭାବ ଗତି ପର୍ଯ୍ୟନ୍ତ 1mm ରେ ପଞ୍ଚର ରିବାଉଣ୍ଡ ଗତିର ଅନୁପାତ ଦ୍ୱାରା କଠୋରତା ଗଣନା କରନ୍ତୁ।
ପୋଷ୍ଟ ସମୟ: ସେପ୍ଟେମ୍ବର-୨୫-୨୦୨୪



