

ନିର୍ମାଣରେ ବ୍ୟବହୃତ ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲ୍ ପାଇଁ ସମାଧାନ ପଦ୍ଧତିଗୁଡ଼ିକରେ ସାଧାରଣତଃ ଓଜନ ସମାଧାନ ଏବଂ ତତ୍ତ୍ୱଗତ ସମାଧାନ ଅନ୍ତର୍ଭୁକ୍ତ। ଓଜନ ସମାଧାନରେ ପ୍ୟାକେଜିଂ ସାମଗ୍ରୀ ସମେତ ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲ୍ ଉତ୍ପାଦଗୁଡ଼ିକୁ ଓଜନ କରିବା ଏବଂ ପ୍ରତି ଟନ୍ ମୂଲ୍ୟ ଦ୍ୱାରା ଗୁଣିତ ପ୍ରକୃତ ଓଜନ ଉପରେ ଆଧାର କରି ଦେୟ ଗଣନା କରିବା ଅନ୍ତର୍ଭୁକ୍ତ। ପ୍ରୋଫାଇଲଗୁଡ଼ିକର ସୈଦ୍ଧାନ୍ତିକ ଓଜନକୁ ପ୍ରତି ଟନ୍ ମୂଲ୍ୟ ଦ୍ୱାରା ଗୁଣନ କରି ତତ୍ତ୍ୱଗତ ସମାଧାନ ଗଣନା କରାଯାଏ।
ଓଜନ ସମାଧାନ ସମୟରେ, ପ୍ରକୃତ ଓଜନ କରାଯାଇଥିବା ଓଜନ ଏବଂ ତତ୍ତ୍ୱଗତ ଭାବରେ ଗଣନା କରାଯାଇଥିବା ଓଜନ ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ ଦେଖାଯାଏ। ଏହି ପାର୍ଥକ୍ୟ ପାଇଁ ଅନେକ କାରଣ ଅଛି। ଏହି ପ୍ରବନ୍ଧଟି ମୁଖ୍ୟତଃ ତିନୋଟି କାରଣ ଦ୍ୱାରା ହେଉଥିବା ଓଜନ ପାର୍ଥକ୍ୟ ବିଶ୍ଳେଷଣ କରେ: ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲର ମୂଳ ସାମଗ୍ରୀ ଘନତାରେ ପରିବର୍ତ୍ତନ, ପୃଷ୍ଠ ଚିକିତ୍ସା ସ୍ତରଗୁଡ଼ିକରେ ପାର୍ଥକ୍ୟ ଏବଂ ପ୍ୟାକେଜିଂ ସାମଗ୍ରୀରେ ପାର୍ଥକ୍ୟ। ବିଚ୍ୟୁତିକୁ କମ କରିବା ପାଇଁ ଏହି କାରକଗୁଡ଼ିକୁ କିପରି ନିୟନ୍ତ୍ରଣ କରାଯିବ ତାହା ଏହି ପ୍ରବନ୍ଧରେ ଆଲୋଚନା କରାଯାଇଛି।
୧. ମୂଳ ସାମଗ୍ରୀ ଘନତାରେ ପରିବର୍ତ୍ତନ ଯୋଗୁଁ ଓଜନ ପାର୍ଥକ୍ୟ
ପ୍ରୋଫାଇଲଗୁଡ଼ିକର ପ୍ରକୃତ ଘନତା ଏବଂ ତାତ୍ତ୍ୱିକ ଘନତା ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ ଅଛି, ଯାହା ଫଳରେ ଓଜନ କରାଯାଇଥିବା ଓଜନ ଏବଂ ତାତ୍ତ୍ୱିକ ଓଜନ ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ ସୃଷ୍ଟି ହୁଏ।
୧.୧ ଘନତା ଭିନ୍ନତା ଉପରେ ଆଧାରିତ ଓଜନ ଗଣନା
ଚୀନ୍ ମାନକ GB/T5237.1 ଅନୁଯାୟୀ, 100mm ରୁ ଅଧିକ ନୁହେଁ ଏବଂ 3.0mm ରୁ କମ ନାମମାତ୍ର ଘନତା ଥିବା ପ୍ରୋଫାଇଲ୍ ପାଇଁ, ଉଚ୍ଚ-ନିର୍ଦ୍ଦିଷ୍ଟତା ବିଚ୍ୟୁତି ହେଉଛି ±0.13mm। ଉଦାହରଣ ଭାବରେ 1.4mm-ଘନ ୱିଣ୍ଡୋ ଫ୍ରେମ୍ ପ୍ରୋଫାଇଲ୍ ନେଲେ, ପ୍ରତି ମିଟରର ସୈଦ୍ଧାନ୍ତିକ ଓଜନ ହେଉଛି 1.038kg/m। 0.13mm ର ଏକ ଧନାତ୍ମକ ବିଚ୍ୟୁତି ସହିତ, ପ୍ରତି ମିଟରର ଓଜନ ହେଉଛି 1.093kg/m, 0.055kg/m ର ଏକ ପାର୍ଥକ୍ୟ। 0.13mm ର ଏକ ଋଣାତ୍ମକ ବିଚ୍ୟୁତି ସହିତ, ପ୍ରତି ମିଟରର ଓଜନ ହେଉଛି 0.982kg/m, 0.056kg/m ର ଏକ ପାର୍ଥକ୍ୟ। 963 ମିଟର ପାଇଁ ଗଣନା କରିବା ସମୟରେ, ପ୍ରତି ଟନ୍ ପାଇଁ 53kg ର ପାର୍ଥକ୍ୟ ଅଛି, ଚିତ୍ର 1 ଦେଖନ୍ତୁ।
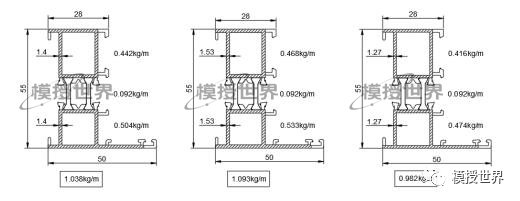
ଏହା ଉଲ୍ଲେଖ କରିବା ଉଚିତ ଯେ ଚିତ୍ରଟି କେବଳ 1.4mm ନାମମାତ୍ର ଘନତା ଅଂଶର ଘନତା ପରିବର୍ତ୍ତନକୁ ବିଚାର କରେ। ଯଦି ସମସ୍ତ ଘନତା ପରିବର୍ତ୍ତନକୁ ବିଚାରକୁ ନିଆଯାଏ, ତେବେ ଓଜନ ହୋଇଥିବା ଓଜନ ଏବଂ ତାତ୍ତ୍ୱିକ ଓଜନ ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ 0.13/1.4*1000=93kg ହେବ। ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲର ମୂଳ ସାମଗ୍ରୀ ଘନତାରେ ପାର୍ଥକ୍ୟ ଉପସ୍ଥିତି ଓଜନ ହୋଇଥିବା ଓଜନ ଏବଂ ତାତ୍ତ୍ୱିକ ଓଜନ ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ ନିର୍ଣ୍ଣୟ କରେ। ପ୍ରକୃତ ଘନତା ତାତ୍ତ୍ୱିକ ଘନତାର ଯେତେ ନିକଟତର ହେବ, ତୌଲିତ ଓଜନ ତାତ୍ତ୍ୱିକ ଓଜନର ସେତେ ନିକଟତର ହେବ। ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲ ଉତ୍ପାଦନ ସମୟରେ, ଘନତା ଧୀରେ ଧୀରେ ବୃଦ୍ଧି ପାଏ। ଅନ୍ୟ ଶବ୍ଦରେ, ସମାନ ସେଟ୍ ମୋଲ୍ଡ ଦ୍ୱାରା ଉତ୍ପାଦିତ ଉତ୍ପାଦଗୁଡ଼ିକର ଓଜନ ହୋଇଥିବା ଓଜନ ତାତ୍ତ୍ୱିକ ଓଜନ ଅପେକ୍ଷା ହାଲୁକା ଆରମ୍ଭ ହୁଏ, ତାପରେ ସମାନ ହୋଇଯାଏ, ଏବଂ ପରେ ତାତ୍ତ୍ୱିକ ଓଜନ ଅପେକ୍ଷା ଭାରୀ ହୋଇଯାଏ।
୧.୨ ବିଚ୍ୟୁତି ନିୟନ୍ତ୍ରଣ କରିବାର ପଦ୍ଧତି
ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲ୍ ମୋଲ୍ଡଗୁଡ଼ିକର ଗୁଣବତ୍ତା ହେଉଛି ପ୍ରତି ମିଟର ପ୍ରୋଫାଇଲ୍ ଓଜନ ନିୟନ୍ତ୍ରଣ କରିବାରେ ମୌଳିକ କାରଣ। ପ୍ରଥମତଃ, 0.05 ମିମି ପରିସର ମଧ୍ୟରେ ସଠିକତା ନିୟନ୍ତ୍ରିତ ସହିତ ଆଉଟପୁଟ୍ ଘନତା ଆବଶ୍ୟକତା ପୂରଣ କରିବା ନିଶ୍ଚିତ କରିବା ପାଇଁ ମୋଲ୍ଡଗୁଡ଼ିକର କାର୍ଯ୍ୟକ୍ଷମ ବେଲ୍ଟ ଏବଂ ପ୍ରକ୍ରିୟାକରଣ ପରିମାଣକୁ କଠୋର ଭାବରେ ନିୟନ୍ତ୍ରଣ କରିବା ଆବଶ୍ୟକ। ଦ୍ୱିତୀୟତଃ, ନିର୍ଦ୍ଧାରଣ ଅନୁଯାୟୀ ଏକ୍ସଟ୍ରୁସନ ଗତିକୁ ସଠିକ୍ ଭାବରେ ପରିଚାଳନା କରି ଏବଂ ନିର୍ଦ୍ଦିଷ୍ଟ ସଂଖ୍ୟକ ମୋଲ୍ଡ ପାସ୍ ପରେ ରକ୍ଷଣାବେକ୍ଷଣ କରି ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାକୁ ନିୟନ୍ତ୍ରଣ କରିବା ଆବଶ୍ୟକ। ଏହା ସହିତ, କାର୍ଯ୍ୟକ୍ଷମ ବେଲ୍ଟର କଠୋରତା ବୃଦ୍ଧି କରିବା ଏବଂ ମୋଟେଇ ବୃଦ୍ଧିକୁ ଧୀର କରିବା ପାଇଁ ମୋଲ୍ଡଗୁଡ଼ିକ ନାଇଟ୍ରାଇଡିଂ ଚିକିତ୍ସା ଦେଇପାରିବେ।
2. ବିଭିନ୍ନ କାନ୍ଥ ମୋଟେଇ ଆବଶ୍ୟକତା ପାଇଁ ସୈଦ୍ଧାନ୍ତିକ ଓଜନ
ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲର କାନ୍ଥ ଘନତା ସହନଶୀଳତା ଥାଏ, ଏବଂ ବିଭିନ୍ନ ଗ୍ରାହକଙ୍କର ଉତ୍ପାଦର କାନ୍ଥ ଘନତା ପାଇଁ ଭିନ୍ନ ଭିନ୍ନ ଆବଶ୍ୟକତା ଥାଏ। କାନ୍ଥ ଘନତା ସହନଶୀଳତା ଆବଶ୍ୟକତା ଅନୁଯାୟୀ, ସୈଦ୍ଧାନ୍ତିକ ଓଜନ ଭିନ୍ନ ହୋଇଥାଏ। ସାଧାରଣତଃ, କେବଳ ଏକ ସକାରାତ୍ମକ ବିଚ୍ୟୁତି କିମ୍ବା କେବଳ ଏକ ନକାରାତ୍ମକ ବିଚ୍ୟୁତି ରହିବା ଆବଶ୍ୟକ।
୨.୧ ସକାରାତ୍ମକ ବିଚ୍ୟୁତି ପାଇଁ ସୈଦ୍ଧାନ୍ତିକ ଓଜନ
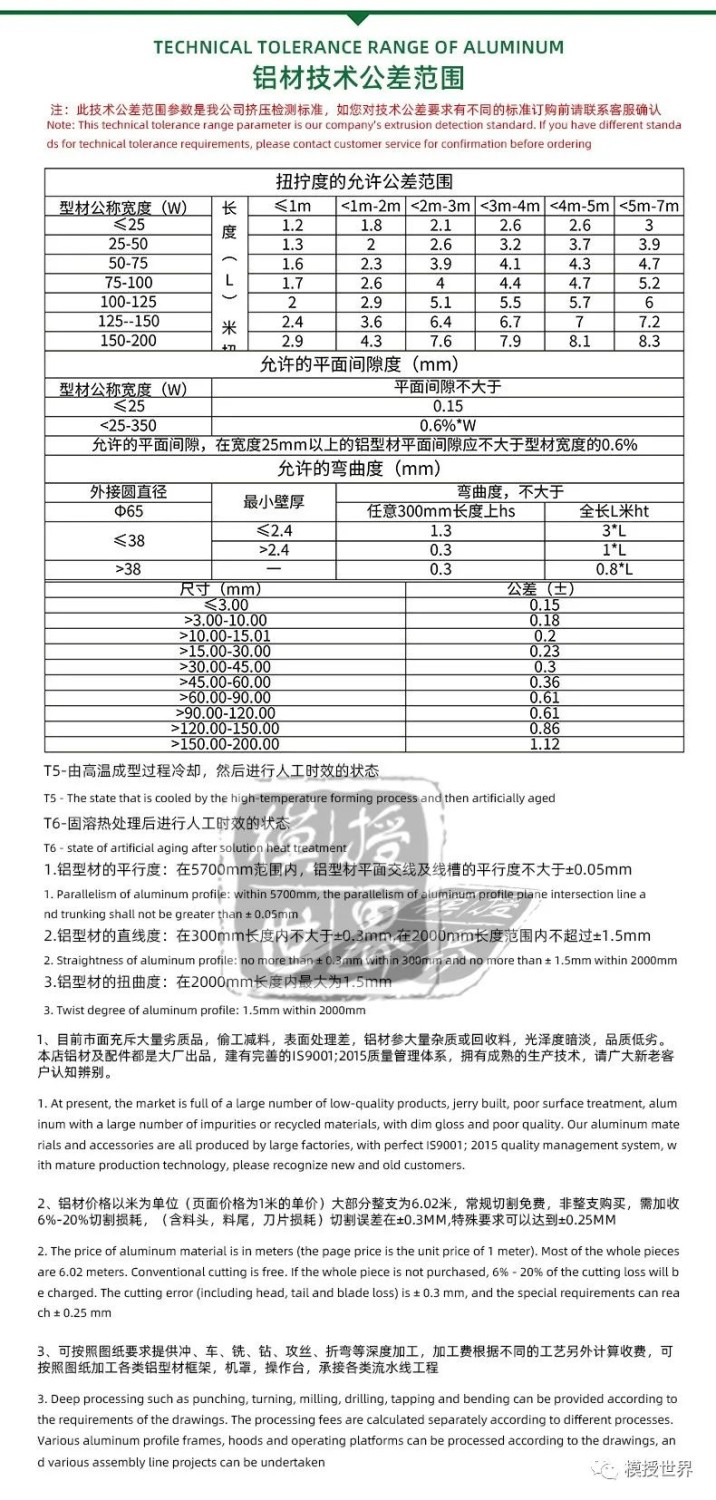
କାନ୍ଥ ଘନତାରେ ଯୁକ୍ତାତ୍ମକ ବିଚ୍ୟୁତି ସହିତ ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲ୍ ପାଇଁ, ମୂଳ ସାମଗ୍ରୀର ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଭାର-ବାହକ କ୍ଷେତ୍ର ପାଇଁ ମାପ କରାଯାଇଥିବା କାନ୍ଥ ଘନତା 1.4mm କିମ୍ବା 2.0mm ରୁ କମ୍ ହେବା ଆବଶ୍ୟକ ନୁହେଁ। ଯୁକ୍ତାତ୍ମକ ସହନଶୀଳତା ସହିତ ତାତ୍ତ୍ୱିକ ଓଜନ ପାଇଁ ଗଣନା ପଦ୍ଧତି ହେଉଛି କାନ୍ଥ ଘନତା କେନ୍ଦ୍ରିତ ସହିତ ଏକ ବିଚ୍ୟୁତି ଚିତ୍ର ଆଙ୍କିବା ଏବଂ ପ୍ରତି ମିଟର ଓଜନ ଗଣନା କରିବା। ଉଦାହରଣ ସ୍ୱରୂପ, 1.4mm କାନ୍ଥ ଘନତା ଏବଂ 0.26mm (0mm ର ଋଣାତ୍ମକ ସହନଶୀଳତା) ର ଯୁକ୍ତାତ୍ମକ ସହନଶୀଳତା ସହିତ ଏକ ପ୍ରୋଫାଇଲ୍ ପାଇଁ, କେନ୍ଦ୍ରିତ ବିଚ୍ୟୁତିରେ କାନ୍ଥ ଘନତା 1.53mm। ଏହି ପ୍ରୋଫାଇଲ୍ ପାଇଁ ପ୍ରତି ମିଟର ଓଜନ 1.251kg/m। ଓଜନ ଉଦ୍ଦେଶ୍ୟରେ ତାତ୍ତ୍ୱିକ ଓଜନ 1.251kg/m ଆଧାରରେ ଗଣନା କରାଯିବା ଉଚିତ। ଯେତେବେଳେ ପ୍ରୋଫାଇଲର କାନ୍ଥ ଘନତା -0mm ରେ ଥାଏ, ପ୍ରତି ମିଟର ଓଜନ 1.192kg/m, ଏବଂ ଯେତେବେଳେ ଏହା +0.26mm ରେ ଥାଏ, ପ୍ରତି ମିଟର ଓଜନ 1.309kg/m, ଚିତ୍ର 2 ଦେଖନ୍ତୁ।
୧.୫୩ ମିମି କାନ୍ଥ ଘନତା ଉପରେ ଆଧାର କରି, ଯଦି କେବଳ ୧.୪ ମିମି ଅଂଶକୁ ସର୍ବାଧିକ ବିଚ୍ୟୁତି (Z-ସର୍ବାଧିକ ବିଚ୍ୟୁତି) ପର୍ଯ୍ୟନ୍ତ ବୃଦ୍ଧି କରାଯାଏ, ତେବେ Z-ସର୍ବାଧିକ ଧନାତ୍ମକ ବିଚ୍ୟୁତି ଏବଂ କେନ୍ଦ୍ରିତ କାନ୍ଥ ଘନତା ମଧ୍ୟରେ ଓଜନ ପାର୍ଥକ୍ୟ ହେବ (୧.୩୦୯ – ୧.୨୫୧) * ୧୦୦୦ = ୫୮ କିଲୋଗ୍ରାମ। ଯଦି ସମସ୍ତ କାନ୍ଥ ଘନତା Z-ସର୍ବାଧିକ ବିଚ୍ୟୁତିରେ ଥାଏ (ଯାହା ଅତ୍ୟନ୍ତ ଅସମ୍ଭବ), ତେବେ ଓଜନ ପାର୍ଥକ୍ୟ ହେବ ୦.୧୩/୧.୫୩ * ୧୦୦୦ = ୮୫ କିଲୋଗ୍ରାମ।
୨.୨ ନକାରାତ୍ମକ ବିଚ୍ୟୁତି ପାଇଁ ସୈଦ୍ଧାନ୍ତିକ ଓଜନ
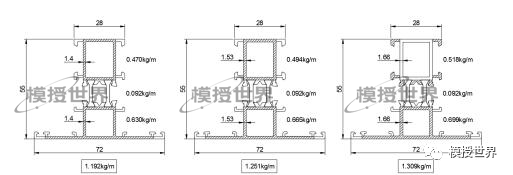
ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲ୍ ପାଇଁ, କାନ୍ଥ ଘନତା ନିର୍ଦ୍ଦିଷ୍ଟ ମୂଲ୍ୟଠାରୁ ଅଧିକ ହେବା ଉଚିତ୍ ନୁହେଁ, ଯାହାର ଅର୍ଥ କାନ୍ଥ ଘନତାରେ ଏକ ଋଣାତ୍ମକ ସହନଶୀଳତା। ଏହି କ୍ଷେତ୍ରରେ ସୈଦ୍ଧାନ୍ତିକ ଓଜନ ନକାରାତ୍ମକ ବିଚ୍ୟୁତିର ଅଧା ଭାବରେ ଗଣନା କରାଯିବା ଉଚିତ। ଉଦାହରଣ ସ୍ୱରୂପ, 1.4mm କାନ୍ଥ ଘନତା ଏବଂ 0.26mm (0mm ର ସକାରାତ୍ମକ ସହନଶୀଳତା) ର ଋଣାତ୍ମକ ସହନଶୀଳତା ସହିତ ଏକ ପ୍ରୋଫାଇଲ୍ ପାଇଁ, ସକାରାତ୍ମକ ଓଜନ ଅଧା (-0.13mm) ଉପରେ ଆଧାର କରି ଗଣନା କରାଯାଏ, ଚିତ୍ର 3 ଦେଖନ୍ତୁ।
୧.୪ ମିମି କାନ୍ଥ ଘନତା ସହିତ, ପ୍ରତି ମିଟର ଓଜନ ୧.୧୯୨ କିଲୋଗ୍ରାମ/ମି, ଯେତେବେଳେ ୧.୨୭ ମିମି କାନ୍ଥ ଘନତା ସହିତ, ପ୍ରତି ମିଟର ଓଜନ ୧.୧୩୧ କିଲୋଗ୍ରାମ/ମି। ଉଭୟ ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ ୦.୦୬୧ କିଲୋଗ୍ରାମ/ମି। ଯଦି ଉତ୍ପାଦର ଲମ୍ବ ଏକ ଟନ୍ (୮୩୮ ମିଟର) ଭାବରେ ଗଣନା କରାଯାଏ, ତେବେ ଓଜନ ପାର୍ଥକ୍ୟ ୦.୦୬୧ * ୮୩୮ = ୫୧ କିଲୋଗ୍ରାମ ହେବ।
2.3 ବିଭିନ୍ନ କାନ୍ଥ ଘନତା ସହିତ ଓଜନ ପାଇଁ ଗଣନା ପଦ୍ଧତି
ଉପରୋକ୍ତ ଚିତ୍ରଗୁଡ଼ିକରୁ, ଏହା ଦେଖାଯାଇପାରିବ ଯେ ଏହି ଲେଖାଟି ସମସ୍ତ ବିଭାଗରେ ପ୍ରୟୋଗ କରିବା ପରିବର୍ତ୍ତେ ବିଭିନ୍ନ କାନ୍ଥ ଘନତା ଗଣନା କରିବା ସମୟରେ ନାମମାତ୍ର କାନ୍ଥ ଘନତା ବୃଦ୍ଧି କିମ୍ବା ହ୍ରାସ ବ୍ୟବହାର କରେ। ଚିତ୍ରରେ କର୍ଣ୍ଣ ରେଖା ସହିତ ପରିପୂର୍ଣ୍ଣ କ୍ଷେତ୍ରଗୁଡ଼ିକ 1.4mm ର ନାମମାତ୍ର କାନ୍ଥ ଘନତାକୁ ପ୍ରତିନିଧିତ୍ୱ କରେ, ଯେତେବେଳେ ଅନ୍ୟ କ୍ଷେତ୍ରଗୁଡ଼ିକ କାର୍ଯ୍ୟକ୍ଷମ ସ୍ଲଟ୍ ଏବଂ ଫିନ୍ସର କାନ୍ଥ ଘନତା ସହିତ ମେଳ ଖାଏ, ଯାହା GB/T8478 ମାନଦଣ୍ଡ ଅନୁଯାୟୀ ନାମମାତ୍ର କାନ୍ଥ ଘନତା ଠାରୁ ଭିନ୍ନ। ତେଣୁ, କାନ୍ଥ ଘନତାକୁ ସଜାଡ଼ିବା ସମୟରେ, ମୁଖ୍ୟତଃ ନାମମାତ୍ର କାନ୍ଥ ଘନତା ଉପରେ ଧ୍ୟାନ ଦିଆଯାଏ।
ସାମଗ୍ରୀ ଅପସାରଣ ସମୟରେ ଛାଞ୍ଚର କାନ୍ଥ ଘନତାର ପରିବର୍ତ୍ତନ ଉପରେ ଆଧାର କରି, ଏହା ଦେଖାଯାଏ ଯେ ନୂତନ ଭାବରେ ନିର୍ମିତ ଛାଞ୍ଚର ସମସ୍ତ କାନ୍ଥ ଘନତାର ଏକ ନକାରାତ୍ମକ ବିଚ୍ୟୁତି ଅଛି। ତେଣୁ, କେବଳ ନାମମାତ୍ର କାନ୍ଥ ଘନତାର ପରିବର୍ତ୍ତନକୁ ବିଚାର କଲେ ଓଜନ ଓଜନ ଏବଂ ତାତ୍ତ୍ୱିକ ଓଜନ ମଧ୍ୟରେ ଏକ ଅଧିକ ରକ୍ଷଣଶୀଳ ତୁଳନା ପ୍ରଦାନ କରାଯାଏ। ନାମମାତ୍ର ନ ଥିବା ଅଞ୍ଚଳରେ କାନ୍ଥ ଘନତା ପରିବର୍ତ୍ତନ ହୁଏ ଏବଂ ସୀମା ବିଚ୍ୟୁତି ପରିସର ମଧ୍ୟରେ ଆନୁପାତିକ କାନ୍ଥ ଘନତା ଉପରେ ଆଧାର କରି ଗଣନା କରାଯାଇପାରିବ।
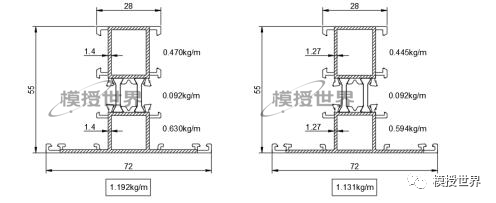
ଉଦାହରଣ ସ୍ୱରୂପ, ୧.୪ ମିମି ନାମମାତ୍ର କାନ୍ଥ ଘନତା ସହିତ ଏକ ଝରକା ଏବଂ ଦ୍ୱାର ଉତ୍ପାଦ ପାଇଁ, ପ୍ରତି ମିଟର ଓଜନ ୧.୧୯୨ କିଲୋଗ୍ରାମ/ମି। ୧.୫୩ ମିମି କାନ୍ଥ ଘନତା ପାଇଁ ପ୍ରତି ମିଟର ଓଜନ ଗଣନା କରିବାକୁ, ସମାନୁପାତିକ ଗଣନା ପଦ୍ଧତି ପ୍ରୟୋଗ କରାଯାଏ: ୧.୧୯୨/୧.୪ * ୧.୫୩, ଯାହାର ପରିଣାମସ୍ୱରୂପ ପ୍ରତି ମିଟର ଓଜନ ୧.୩୦୩ କିଲୋଗ୍ରାମ/ମି। ସେହିପରି, ୧.୨୭ ମିମି କାନ୍ଥ ଘନତା ପାଇଁ, ପ୍ରତି ମିଟର ଓଜନ ୧.୧୯୨/୧.୪ * ୧.୨୭ ଭାବରେ ଗଣନା କରାଯାଏ, ଯାହାର ପରିଣାମସ୍ୱରୂପ ପ୍ରତି ମିଟର ଓଜନ ୧.୦୮୧ କିଲୋଗ୍ରାମ/ମି। ସମାନ ପଦ୍ଧତି ଅନ୍ୟ କାନ୍ଥ ଘନତା ପାଇଁ ପ୍ରୟୋଗ କରାଯାଇପାରିବ।
୧.୪ ମିମି କାନ୍ଥ ଘନତାର ପରିସ୍ଥିତି ଉପରେ ଆଧାର କରି, ଯେତେବେଳେ ସମସ୍ତ କାନ୍ଥ ଘନତାକୁ ସଜାଡ଼ି ଦିଆଯାଏ, ଓଜନ ଓଜନ ଏବଂ ସୈଦ୍ଧାନ୍ତିକ ଓଜନ ମଧ୍ୟରେ ଓଜନ ପାର୍ଥକ୍ୟ ପ୍ରାୟ ୭% ରୁ ୯% ହୋଇଥାଏ। ଉଦାହରଣ ସ୍ୱରୂପ, ନିମ୍ନଲିଖିତ ଚିତ୍ରରେ ଦେଖାଯାଇଥିବା ପରି:
3. ପୃଷ୍ଠ ଚିକିତ୍ସା ସ୍ତର ଘନତା ଦ୍ୱାରା ଓଜନ ପାର୍ଥକ୍ୟ
ନିର୍ମାଣରେ ବ୍ୟବହୃତ ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲଗୁଡ଼ିକୁ ସାଧାରଣତଃ ଅକ୍ସିଡେସନ, ଇଲେକ୍ଟ୍ରୋଫୋରେସିସ୍, ସ୍ପ୍ରେ ଆବରଣ, ଫ୍ଲୋରୋକାର୍ବନ ଏବଂ ଅନ୍ୟାନ୍ୟ ପଦ୍ଧତିରେ ଚିକିତ୍ସା କରାଯାଏ। ଚିକିତ୍ସା ସ୍ତର ଯୋଡିବା ଦ୍ୱାରା ପ୍ରୋଫାଇଲଗୁଡ଼ିକର ଓଜନ ବୃଦ୍ଧି ପାଏ।
୩.୧ ଅକ୍ସିଡେସନ ଏବଂ ଇଲେକ୍ଟ୍ରୋଫୋରେସିସ୍ ପ୍ରୋଫାଇଲରେ ଓଜନ ବୃଦ୍ଧି
ଅକ୍ସିଡେସନ ଏବଂ ଇଲେକ୍ଟ୍ରୋଫୋରେସିସର ପୃଷ୍ଠ ଚିକିତ୍ସା ପରେ, ଅକ୍ସିଡେସନ ଫିଲ୍ମ ଏବଂ କମ୍ପୋଜିଟ୍ ଫିଲ୍ମ (ଅକ୍ସିଡେସନ ଫିଲ୍ମ ଏବଂ ଇଲେକ୍ଟ୍ରୋଫୋରେଟିକ୍ ପେଣ୍ଟ ଫିଲ୍ମ) ର ଏକ ସ୍ତର ଗଠିତ ହୁଏ, ଯାହାର ଘନତା 10μm ରୁ 25μm ପର୍ଯ୍ୟନ୍ତ ହୋଇଥାଏ। ପୃଷ୍ଠ ଚିକିତ୍ସା ଫିଲ୍ମ ଓଜନ ବୃଦ୍ଧି କରେ, କିନ୍ତୁ ପ୍ରାକ-ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ସମୟରେ ଆଲୁମିନିୟମ୍ ପ୍ରୋଫାଇଲଗୁଡ଼ିକ କିଛି ଓଜନ ହ୍ରାସ କରେ। ଓଜନ ବୃଦ୍ଧି ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ନୁହେଁ, ତେଣୁ ଅକ୍ସିଡେସନ ଏବଂ ଇଲେକ୍ଟ୍ରୋଫୋରେସିସ୍ ଚିକିତ୍ସା ପରେ ଓଜନରେ ପରିବର୍ତ୍ତନ ସାଧାରଣତଃ ନଗଣ୍ୟ। ଅଧିକାଂଶ ଆଲୁମିନିୟମ୍ ନିର୍ମାତା ଓଜନ ଯୋଗ ନକରି ପ୍ରୋଫାଇଲଗୁଡ଼ିକୁ ପ୍ରକ୍ରିୟାକରଣ କରନ୍ତି।
୩.୨ ସ୍ପ୍ରେ ଆବରଣ ପ୍ରୋଫାଇଲରେ ଓଜନ ବୃଦ୍ଧି
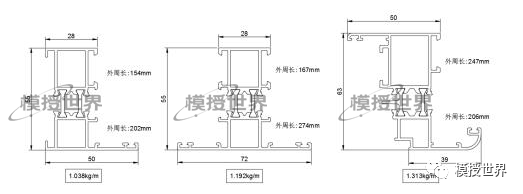
ସ୍ପ୍ରେ-ଆବରଣିତ ପ୍ରୋଫାଇଲଗୁଡ଼ିକର ପୃଷ୍ଠରେ ପାଉଡର ଆବରଣର ଏକ ସ୍ତର ଥାଏ, ଯାହାର ଘନତା 40μm ରୁ କମ୍ ନୁହେଁ। ପାଉଡର ଆବରଣର ଓଜନ ଘନତା ସହିତ ଭିନ୍ନ ହୋଇଥାଏ। ଜାତୀୟ ମାନକ 60μm ରୁ 120μm ପର୍ଯ୍ୟନ୍ତ ଘନତା ସୁପାରିଶ କରେ। ସମାନ ଫିଲ୍ମ ଘନତା ପାଇଁ ବିଭିନ୍ନ ପ୍ରକାରର ପାଉଡର ଆବରଣର ଓଜନ ଭିନ୍ନ ହୋଇଥାଏ। ୱିଣ୍ଡୋ ଫ୍ରେମ୍, ୱିଣ୍ଡୋ ମୁଲିଅନ୍ ଏବଂ ୱିଣ୍ଡୋ ସାସ୍ ଭଳି ବହୁଳ ଉତ୍ପାଦିତ ଉତ୍ପାଦ ପାଇଁ, ପରିଧିରେ ଗୋଟିଏ ଫିଲ୍ମ ଘନତା ସ୍ପ୍ରେ କରାଯାଏ, ଏବଂ ପରିଧି ଲମ୍ବ ତଥ୍ୟ ଚିତ୍ର 4 ରେ ଦେଖାଯାଇପାରିବ। ପ୍ରୋଫାଇଲଗୁଡ଼ିକର ସ୍ପ୍ରେ ଆବରଣ ପରେ ଓଜନ ବୃଦ୍ଧି ସାରଣୀ 1 ରେ ମିଳିପାରିବ।
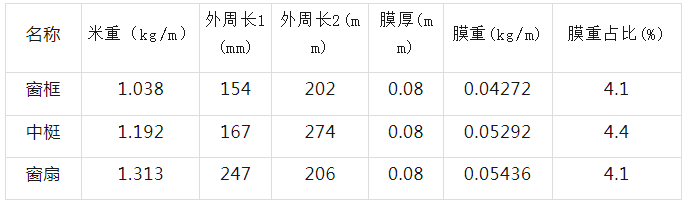
ସାରଣୀରେ ଥିବା ତଥ୍ୟ ଅନୁସାରେ, ଦ୍ୱାର ଏବଂ ଝରକା ପ୍ରୋଫାଇଲର ସ୍ପ୍ରେ ଆବରଣ ପରେ ଓଜନ ବୃଦ୍ଧି ପ୍ରାୟ 4% ରୁ 5% ହୋଇଥାଏ। ଏକ ଟନ୍ ପ୍ରୋଫାଇଲ ପାଇଁ, ଏହା ପ୍ରାୟ 40 କିଲୋଗ୍ରାମରୁ 50 କିଲୋଗ୍ରାମ।
୩.୩ ଫ୍ଲୋରୋକାର୍ବନ ପେଣ୍ଟ ସ୍ପ୍ରେ ଆବରଣ ପ୍ରୋଫାଇଲରେ ଓଜନ ବୃଦ୍ଧି
ଫ୍ଲୋରୋକାର୍ବନ ରଙ୍ଗ ସ୍ପ୍ରେ-ଆବରଣ ପ୍ରୋଫାଇଲରେ ଆବରଣର ହାରାହାରି ଘନତା ଦୁଇଟି ଆବରଣ ପାଇଁ 30μm, ତିନୋଟି ଆବରଣ ପାଇଁ 40μm ଏବଂ ଚାରି ଆବରଣ ପାଇଁ 65μm ରୁ କମ୍ ନୁହେଁ। ଅଧିକାଂଶ ଫ୍ଲୋରୋକାର୍ବନ ରଙ୍ଗ ସ୍ପ୍ରେ-ଆବରଣ ଉତ୍ପାଦ ଦୁଇ କିମ୍ବା ତିନୋଟି ଆବରଣ ବ୍ୟବହାର କରେ। ଫ୍ଲୋରୋକାର୍ବନ ରଙ୍ଗର ବିଭିନ୍ନ ପ୍ରକାର ଯୋଗୁଁ, କ୍ୱୋରିଂ ପରେ ଘନତ୍ୱ ମଧ୍ୟ ଭିନ୍ନ ହୋଇଥାଏ। ସାଧାରଣ ଫ୍ଲୋରୋକାର୍ବନ ରଙ୍ଗକୁ ଉଦାହରଣ ଭାବରେ ନେବା, ଓଜନ ବୃଦ୍ଧି ନିମ୍ନଲିଖିତ ସାରଣୀ 2 ରେ ଦେଖାଯାଇପାରିବ।
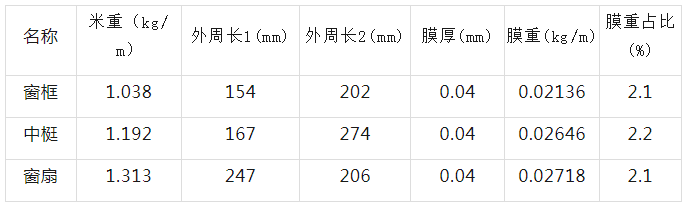
ସାରଣୀରେ ଥିବା ତଥ୍ୟ ଅନୁସାରେ, ଫ୍ଲୋରୋକାର୍ବନ ରଙ୍ଗ ସହିତ ଦ୍ୱାର ଏବଂ ଝରକା ପ୍ରୋଫାଇଲ୍ର ସ୍ପ୍ରେ ଆବରଣ ପରେ ଓଜନ ବୃଦ୍ଧି ପ୍ରାୟ 2.0% ରୁ 3.0% ହୋଇଥାଏ। ଏକ ଟନ୍ ପ୍ରୋଫାଇଲ୍ ପାଇଁ, ଏହା ପ୍ରାୟ 20kg ରୁ 30kg ହୋଇଥାଏ।
୩.୪ ପାଉଡର ଏବଂ ଫ୍ଲୋରୋକାର୍ବନ ପେଣ୍ଟ ସ୍ପ୍ରେ ଆବରଣ ଉତ୍ପାଦଗୁଡ଼ିକରେ ପୃଷ୍ଠ ଚିକିତ୍ସା ସ୍ତରର ଘନତା ନିୟନ୍ତ୍ରଣ
ପାଉଡର ଏବଂ ଫ୍ଲୋରୋକାର୍ବନ ରଙ୍ଗ ସ୍ପ୍ରେ-ଆବରଣିତ ଉତ୍ପାଦଗୁଡ଼ିକରେ ଆବରଣ ସ୍ତରର ନିୟନ୍ତ୍ରଣ ଉତ୍ପାଦନରେ ଏକ ପ୍ରମୁଖ ପ୍ରକ୍ରିୟା ନିୟନ୍ତ୍ରଣ ବିନ୍ଦୁ, ମୁଖ୍ୟତଃ ସ୍ପ୍ରେ ବନ୍ଧୁକରୁ ପାଉଡର କିମ୍ବା ରଙ୍ଗ ସ୍ପ୍ରେର ସ୍ଥିରତା ଏବଂ ସମାନତାକୁ ନିୟନ୍ତ୍ରଣ କରେ, ରଙ୍ଗ ଫିଲ୍ମର ସମାନ ଘନତା ସୁନିଶ୍ଚିତ କରେ। ପ୍ରକୃତ ଉତ୍ପାଦନରେ, ଆବରଣ ସ୍ତରର ଅତ୍ୟଧିକ ଘନତା ଦ୍ୱିତୀୟ ସ୍ପ୍ରେ ଆବରଣର ଏକ କାରଣ। ଯଦିଓ ପୃଷ୍ଠକୁ ପଲିସ୍ କରାଯାଇଛି, ସ୍ପ୍ରେ ଆବରଣ ସ୍ତର ଏପର୍ଯ୍ୟନ୍ତ ଅତ୍ୟଧିକ ଘନ ହୋଇପାରେ। ନିର୍ମାତାମାନଙ୍କୁ ସ୍ପ୍ରେ ଆବରଣ ପ୍ରକ୍ରିୟାର ନିୟନ୍ତ୍ରଣକୁ ସୁଦୃଢ଼ କରିବା ଏବଂ ସ୍ପ୍ରେ ଆବରଣର ଘନତା ସୁନିଶ୍ଚିତ କରିବା ଆବଶ୍ୟକ।
୪. ପ୍ୟାକେଜିଂ ପଦ୍ଧତି ଦ୍ୱାରା ଓଜନର ପାର୍ଥକ୍ୟ
ଆଲୁମିନିୟମ ପ୍ରୋଫାଇଲଗୁଡ଼ିକ ସାଧାରଣତଃ କାଗଜ ରାପିଂ କିମ୍ବା ସଙ୍କୁଚିତ ଫିଲ୍ମ ରାପିଂ ସହିତ ପ୍ୟାକେଜ କରାଯାଇଥାଏ, ଏବଂ ପ୍ୟାକେଜିଂ ପଦ୍ଧତି ଉପରେ ନିର୍ଭର କରି ପ୍ୟାକେଜିଂ ସାମଗ୍ରୀର ଓଜନ ଭିନ୍ନ ହୋଇଥାଏ।
୪.୧ କାଗଜ ଗୁଡ଼ାଇରେ ଓଜନ ବୃଦ୍ଧି
ଚୁକ୍ତିନାମା ସାଧାରଣତଃ କାଗଜ ପ୍ୟାକେଜିଂ ପାଇଁ ଓଜନ ସୀମା ନିର୍ଦ୍ଦିଷ୍ଟ କରେ, ସାଧାରଣତଃ 6% ରୁ ଅଧିକ ନୁହେଁ। ଅନ୍ୟ ଶବ୍ଦରେ, ଗୋଟିଏ ଟନ୍ ପ୍ରୋଫାଇଲରେ କାଗଜର ଓଜନ 60 କିଲୋଗ୍ରାମରୁ ଅଧିକ ହେବା ଉଚିତ୍ ନୁହେଁ।
୪.୨ ସଙ୍କୁଚିତ ଫିଲ୍ମ ରାପିଂରେ ଓଜନ ବୃଦ୍ଧି
ସ୍କ୍ରିଙ୍କ୍ ଫିଲ୍ମ ପ୍ୟାକେଜିଂ ଯୋଗୁଁ ଓଜନ ବୃଦ୍ଧି ସାଧାରଣତଃ ପ୍ରାୟ 4% ହୋଇଥାଏ। ଗୋଟିଏ ଟନ୍ ପ୍ରୋଫାଇଲରେ ସ୍କ୍ରିଙ୍କ୍ ଫିଲ୍ମର ଓଜନ 40 କିଲୋଗ୍ରାମରୁ ଅଧିକ ହେବା ଉଚିତ୍ ନୁହେଁ।
୪.୩ ଓଜନ ଉପରେ ପ୍ୟାକେଜିଂ ଶୈଳୀର ପ୍ରଭାବ
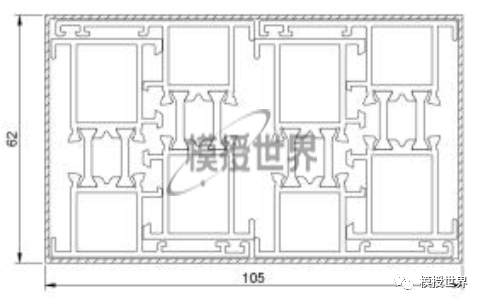
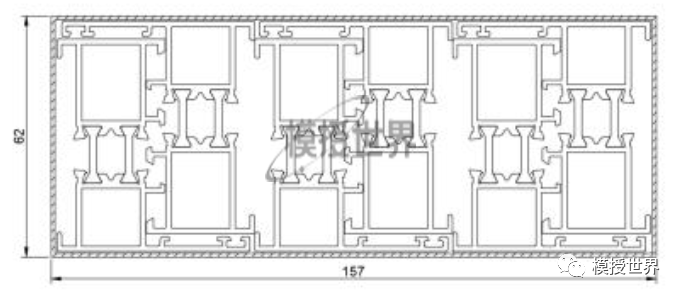
ପ୍ରୋଫାଇଲ ପ୍ୟାକେଜିଂର ନୀତି ହେଉଛି ପ୍ରୋଫାଇଲଗୁଡ଼ିକୁ ସୁରକ୍ଷା ଦେବା ଏବଂ ପରିଚାଳନାକୁ ସହଜ କରିବା। ପ୍ରୋଫାଇଲଗୁଡ଼ିକର ଗୋଟିଏ ପ୍ୟାକେଜର ଓଜନ ପ୍ରାୟ 15 କିଲୋଗ୍ରାମରୁ 25 କିଲୋଗ୍ରାମ ହେବା ଉଚିତ। ପ୍ରତି ପ୍ୟାକେଜର ପ୍ରୋଫାଇଲ ସଂଖ୍ୟା ପ୍ୟାକେଜିଂର ଓଜନ ପ୍ରତିଶତକୁ ପ୍ରଭାବିତ କରେ। ଉଦାହରଣ ସ୍ୱରୂପ, ଯେତେବେଳେ ୱିଣ୍ଡୋ ଫ୍ରେମ୍ ପ୍ରୋଫାଇଲଗୁଡ଼ିକୁ 6 ମିଟର ଲମ୍ବ 4 ଖଣ୍ଡ ସେଟରେ ପ୍ୟାକେଜ୍ କରାଯାଏ, ସେତେବେଳେ ଓଜନ 25 କିଲୋଗ୍ରାମ ହୋଇଥାଏ, ଏବଂ ପ୍ୟାକେଜିଂ କାଗଜର ଓଜନ 1.5 କିଲୋଗ୍ରାମ ହୋଇଥାଏ, ଯାହା 6% ହୋଇଥାଏ, ଚିତ୍ର 5 ଦେଖନ୍ତୁ। ଯେତେବେଳେ 6 ଖଣ୍ଡ ସେଟରେ ପ୍ୟାକେଜ୍ କରାଯାଏ, ସେତେବେଳେ ଓଜନ 37 କିଲୋଗ୍ରାମ ହୋଇଥାଏ, ଏବଂ ପ୍ୟାକେଜିଂ କାଗଜର ଓଜନ 2 କିଲୋଗ୍ରାମ ହୋଇଥାଏ, ଯାହା 5.4% ହୋଇଥାଏ, ଚିତ୍ର 6 ଦେଖନ୍ତୁ।
ଉପରୋକ୍ତ ଚିତ୍ରଗୁଡ଼ିକରୁ, ଏହା ଦେଖାଯାଇପାରେ ଯେ ଏକ ପ୍ୟାକେଜରେ ଯେତେ ଅଧିକ ପ୍ରୋଫାଇଲ୍ ଥିବ, ପ୍ୟାକେଜିଂ ସାମଗ୍ରୀର ଓଜନ ପ୍ରତିଶତ ସେତେ କମ୍ ହେବ। ପ୍ରତି ପ୍ୟାକେଜରେ ସମାନ ସଂଖ୍ୟକ ପ୍ରୋଫାଇଲ୍ ଅଧୀନରେ, ପ୍ରୋଫାଇଲର ଓଜନ ଯେତେ ଅଧିକ ହେବ, ପ୍ୟାକେଜିଂ ସାମଗ୍ରୀର ଓଜନ ପ୍ରତିଶତ ସେତେ କମ୍ ହେବ। ନିର୍ମାତାମାନେ ଚୁକ୍ତିନାମାରେ ନିର୍ଦ୍ଦିଷ୍ଟ ଓଜନ ଆବଶ୍ୟକତା ପୂରଣ କରିବା ପାଇଁ ପ୍ରତି ପ୍ୟାକେଜରେ ପ୍ରୋଫାଇଲ ସଂଖ୍ୟା ଏବଂ ପ୍ୟାକେଜିଂ ସାମଗ୍ରୀର ପରିମାଣ ନିୟନ୍ତ୍ରଣ କରିପାରିବେ।

ଉପସଂହାର
ଉପରୋକ୍ତ ବିଶ୍ଳେଷଣ ଉପରେ ଆଧାର କରି, ପ୍ରୋଫାଇଲର ପ୍ରକୃତ ଓଜନ ଓଜନ ଏବଂ ତାତ୍ତ୍ୱିକ ଓଜନ ମଧ୍ୟରେ ଏକ ବିଚ୍ୟୁତି ଅଛି। କାନ୍ଥ ଘନତାର ବିଚ୍ୟୁତି ହେଉଛି ଓଜନ ବିଚ୍ୟୁତିର ମୁଖ୍ୟ କାରଣ। ପୃଷ୍ଠ ଚିକିତ୍ସା ସ୍ତରର ଓଜନ ତୁଳନାତ୍ମକ ଭାବରେ ସହଜରେ ନିୟନ୍ତ୍ରଣ କରାଯାଇପାରିବ, ଏବଂ ପ୍ୟାକେଜିଂ ସାମଗ୍ରୀର ଓଜନ ନିୟନ୍ତ୍ରଣଯୋଗ୍ୟ। ଓଜନ ଓଜନ ଏବଂ ଗଣନା କରାଯାଇଥିବା ଓଜନ ମଧ୍ୟରେ 7% ମଧ୍ୟରେ ଓଜନ ପାର୍ଥକ୍ୟ ମାନକ ଆବଶ୍ୟକତା ପୂରଣ କରେ, ଏବଂ 5% ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ ହେଉଛି ଉତ୍ପାଦନ ନିର୍ମାତାଙ୍କ ଲକ୍ଷ୍ୟ।
MAT ଆଲୁମିନିୟମରୁ ମେ ଜିଆଙ୍ଗଙ୍କ ଦ୍ୱାରା ସମ୍ପାଦିତ
ପୋଷ୍ଟ ସମୟ: ସେପ୍ଟେମ୍ବର-30-2023



